Those numbers reflect something most shop floor managers already feel but struggle to quantify: downtime doesn't just cost you the hour a machine sits idle. It costs you the rescheduled order, the overtime shift, the expedited shipment, the customer who calls to ask where their parts are.
The good news is that most downtime costs are not inevitable. They're the result of specific decisions — or the absence of them — made before, during, and after a machine stops. This article examines downtime through a cost-reduction lens across three dimensions: how costs accumulate, what drives them, and what you can actually do about each layer.
Key Takeaways
- A single downtime event compounds costs across lost output, idle labor, emergency parts, scrap, and schedule recovery simultaneously
- High-reactive-maintenance facilities experience 3.3x more downtime than low-reactive peers
- The gap between when a machine stops and when the right response begins drives the final cost of each downtime event
- Real-time visibility into machine status is the fastest lever for cutting downtime duration
- Facilities that treat downtime as a measurable KPI consistently outperform those that accept it as unavoidable
How Downtime Costs Accumulate in Manufacturing
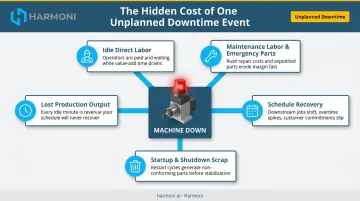
Most downtime costs never show up as a single line item. They spread across multiple categories simultaneously — and they compound fast.
When a machine stops unexpectedly, here's what's actually happening financially:
- Lost production output — every minute the machine is idle is a minute of capacity gone
- Idle direct labor — operators standing by still draw wages
- Maintenance labor and emergency parts — unplanned repairs consistently cost more than scheduled ones
- Startup and shutdown scrap — quality losses at restart are common and rarely tracked to the stoppage event
- Schedule recovery — overtime, expedited shipping, and rescheduled orders to compensate for the lost time
What makes this particularly dangerous is the ripple effect. A 90-minute stoppage doesn't end when the machine restarts. A rescheduled order may push a delivery date, triggering a customer penalty. An expedited shipment absorbs margin. An operator pulled to cover the affected line creates a gap somewhere else.
Planned downtime behaves differently. When maintenance is scheduled, resources are staged, parts are on hand, and production is rerouted in advance. Costs stay bounded and predictable. Unplanned downtime is reactive by definition — and reactive is always more expensive.
The compounding problem is visibility. NIST found that establishments in the top quartile for reactive maintenance lost 13.1% of planned production time to downtime — a significant share of capacity quietly eroded by stoppages that individually looked minor.
Facilities that don't track downtime by reason and duration often misread a chronic pattern as isolated incidents. Costs accumulate unnoticed for weeks or months before the damage appears in a P&L review.
Key Cost Drivers Behind Machine Downtime
Four drivers account for the majority of downtime cost in discrete manufacturing environments. Knowing which ones are hitting hardest in your shop is the starting point for any meaningful reduction.
Response Time Gap
The single biggest cost multiplier is the gap between when a machine stops and when the right person starts working on it. A 15-minute mechanical fix becomes a 3-hour event when no one is alerted, the operator doesn't know who to call, or the technician spends 45 minutes gathering context before touching anything.
Recovery time data supports this: Siemens' 2024 True Cost of Downtime report found that average downtime recovery time rose from 49 minutes to 81 minutes, with supply chain delays and skills gaps cited as primary contributors. The trajectory is moving in the wrong direction.
Deferred and Reactive Maintenance
NIST research found that the average maintenance mix in discrete manufacturing is 45.7% reactive, 31.8% preventive, and 17.3% predictive. Facilities weighted toward reactive maintenance pay for it: those in the high-reactive quartile experienced 3.3x more downtime and 16x more defects than their low-reactive counterparts. That gap between reactive and predictive facilities shows up directly on the P&L — not just in repair costs, but in scrapped parts and missed delivery windows.

Operator and Process Variability
When setup knowledge lives in one experienced operator's head, variability is built into the process from the start. These factors consistently increase both the frequency of stoppages and recovery time:
- Inconsistent setup procedures with no documented standard
- Undocumented machine settings that operators must reconstruct from memory
- Gaps in operator knowledge about early warning signals specific to each machine
Standardizing this knowledge — and making it accessible at the machine — directly reduces how often problems occur and how long they take to fix.
System Fragmentation
When ERP systems, shop floor data, and machine controls don't talk to each other, operators and supervisors make decisions without full context. They can't see what job was running, what settings were active, or whether this failure has happened before. That information gap extends every downtime event and increases the probability of the same root cause recurring.
Cost-Reduction Strategies for Machine Downtime
Reducing downtime costs means working across three layers: the decisions made before failures happen, the response when they do, and the operating environment that determines how often and how expensively events occur.
Strategies That Change Decisions
These are upstream choices — about maintenance scheduling, tracking systems, and equipment standards. They set the floor on how low downtime costs can go.
Know what you're measuring before targeting reductions. Define what counts as a downtime event, create a reason tree with no more than 25 categories (separating planned from unplanned), and ensure every event is logged with duration, reason, machine, shift, and operator context. Without this foundation, improvement efforts target guesses rather than patterns.
Shift your maintenance posture from reactive to predictive. This is the most impactful structural decision a facility can make. McKinsey reports that predictive maintenance typically reduces machine downtime by 30% to 50% and increases machine life by 20% to 40%. Scheduled part replacements, lubrication cycles, and condition monitoring convert unplanned events into bounded, controllable ones.
Standardize machine settings and setup procedures. When optimal settings are documented, marked on equipment, and enforced through standard work, setup errors drop — and so do micro-stops caused by drift. Harmoni's automated CNC program loading addresses this directly by triggering the correct program, settings, and offsets through RFID identification, removing a common source of human error before it becomes a downtime event.
Conduct periodic equipment risk audits. Aging assets, parts with limited supply chains, and machinery approaching end-of-service create concentrations of unplanned downtime risk. Use audit findings to build a prioritized capital refresh plan — starting with machines that have historically driven the most stoppages and the longest recovery times.
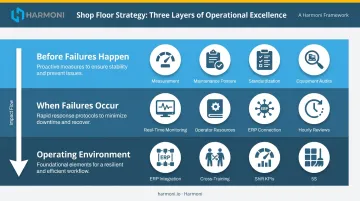
Strategies That Change How Downtime Is Managed
Once a machine stops, the speed and quality of the response determines most of the cost. These strategies reduce Mean Time to Repair and prevent small events from becoming extended outages.
Deploy real-time production monitoring. Deviations and stoppages need to be visible as they happen — not after a shift report is filed. Alert escalation logic (operator → supervisor → manager) ensures no event sits unattended.
Harmoni's Visual Factory module and real-time machine monitoring give floor-level and management-level visibility simultaneously, with andon-style indicators that communicate machine status without requiring anyone to walk the floor to investigate.
Equip operators at the point of failure. When operators have structured troubleshooting resources, root cause workflows, and access to relevant historical data at the machine, repair time drops and misdiagnosis risk decreases. A misdiagnosed failure is often a repeat failure — with all the same costs hitting again within weeks.
Connect people, machines, and ERP data. When a machine stops, the surrounding context — what job was running, which operator was assigned, what the last recorded settings were — should surface immediately. Harmoni sits between ERP systems, machine controls, and operators to eliminate the information delays that extend downtime events.
Rather than requiring a supervisor to manually reconstruct context from multiple disconnected systems, that context appears automatically.

Establish hourly line reviews. A brief stand-up at the line each hour — reviewing the most significant downtime event from the previous period and agreeing on one action — creates continuous accountability. It also prevents problems from being handed to the next shift without resolution, which is how chronic issues stay chronic.
Strategies That Change the Operating Context
In many facilities, the environment around the machine contributes more to downtime cost than the machine itself.
Close ERP and system integration gaps. When machines are ready but operators are waiting on work order information, material availability confirmation, or job routing data from the ERP, downtime accumulates without any mechanical cause. Connecting ERP workflows to the shop floor — so operators have what they need before the machine is ready to run — eliminates this category of avoidable loss.
Build cross-trained maintenance teams. A single specialized technician who is unavailable when their specific machine fails is a structural risk. Siemens' recovery time data (49 to 81 minutes average) reflects exactly this pattern — skills gaps extending events that the underlying failure wouldn't otherwise justify. Multi-craft training programs reduce this exposure at relatively low cost.
Make downtime visible as a shift-level KPI. Monthly reports don't change behavior in real time. Scoreboards showing current downtime against shift targets do. When operators and supervisors can see the number moving, they respond faster and flag recurring issues before they become entrenched. Harmoni's shop floor dashboards support this visibility layer, bringing machine, ERP, and operator data together in a single view.
Apply 5S principles to high-downtime workcenters. Cluttered, degraded environments slow response times and accelerate equipment wear. A Leggett & Platt Aerospace case documented by NIST MEP found that TPM and value-stream mapping on CNC lathe lines improved OEE from 39% to 45%, reduced lost capacity from 61% to 55%, and supported $1.65 million in new and retained sales. A clean, organized workcenter is a prerequisite for reliable operation — not a cosmetic improvement.

Conclusion
Reducing machine downtime costs comes down to knowing precisely where cost originates — in pre-failure decisions, in-the-moment response gaps, or in the broader operating environment — and applying targeted strategies to each layer.
The facilities that consistently outperform on this metric share a few common traits: they track downtime as a measured KPI, they build structured response protocols that reduce time-to-repair, and they connect their machines, operators, and systems into a unified view. They don't spend proportionally more on maintenance — they direct spending toward the failure modes and response gaps that actually drive losses. That distinction is where the gap between average and high-performing shops gets made.
Platforms like Harmoni are built specifically to support this approach — connecting real-time machine data, operator activity, and ERP workflows into one view so shops can identify and act on downtime drivers before they compound into larger losses.
Frequently Asked Questions
What does it mean to reduce downtime?
Reducing downtime means fewer unplanned machine stops and shorter ones when they do occur. That directly increases available production time, lowers per-unit costs, and improves delivery reliability — without adding capital investment in equipment.
How do you minimize machine downtime?
Four levers move the needle most:
- Shift from reactive to preventive or predictive maintenance
- Implement real-time monitoring so stops are visible as they happen
- Standardize operator procedures to reduce setup errors
- Track downtime by root cause so the highest-impact issues get addressed first
What is the true cost of machine downtime in manufacturing?
In large automotive plants, Siemens reports downtime costs exceeding $2.3 million per hour. Across U.S. discrete manufacturing broadly, NIST estimates $18.1 billion in annual direct downtime losses — with an additional $100 billion in downstream lost sales. True cost always extends beyond lost output to include idle labor, emergency parts, scrap, overtime, and potential customer penalties.
What is the difference between planned and unplanned downtime?
Planned downtime is scheduled in advance for maintenance, inspections, or changeovers — resources are staged and disruption is minimized. Unplanned downtime is unexpected: parts may not be on hand, response is reactive, and the per-event cost is far higher.
How does preventive maintenance reduce machine downtime?
Preventive maintenance addresses wear on a schedule — before failure occurs — converting unplanned outages into controlled events that cost far less than emergency repairs. NIST data backs this up: high-reactive-maintenance facilities experience 3.3x more downtime than those with structured preventive programs.
How does OEE relate to machine downtime?
OEE measures availability, performance, and quality together. The availability component directly reflects unplanned downtime — every unexpected stoppage reduces it. A 60% OEE is fairly typical for discrete manufacturers, while 85% is considered world class. Reducing unplanned downtime is typically the fastest path to improving OEE, making it the most actionable metric for downtime-focused improvement programs.