
For most manufacturers, those answers live in someone's head, on a paper log, or buried in an ERP system that updated hours ago. That's not just a reporting problem — it's a control problem. When you can't see what's happening as it happens, you can't prevent scrap, catch errors mid-production, or hold anyone accountable until the damage is already done.
This article covers the root causes of poor shop floor visibility, why common fixes fall short, and five concrete strategies manufacturers use to gain real-time control of their operations.
Key Takeaways
- 70% of manufacturers still collect data manually, creating unavoidable lag between events and insight
- Poor visibility concentrates at the workcenter level — where operators make decisions, errors are introduced, and accountability breaks down
- Real-time control depends on unifying machine data, operator activity, and ERP workflows — fragmented data sources produce fragmented decisions
- Workcenter-level workflow standardization is one of the most underused levers for cutting errors and improving consistency
- Effective visibility means catching problems as they occur, not reconstructing them from end-of-shift reports
Why Shop Floor Visibility Is Harder Than It Looks
Most manufacturers believe they have visibility because they have an ERP and hold daily production meetings. Neither is enough.
ERP systems are designed for planning, not execution. They reflect data that was entered — often hours after the fact — not what's actually happening at the machine right now. A 2024 Zebra Manufacturing Vision Study of 1,200 C-suite and IT/OT leaders found that only 16% of manufacturers have real-time WIP monitoring across their entire production process. The other 84% are working from a picture that's already out of date.
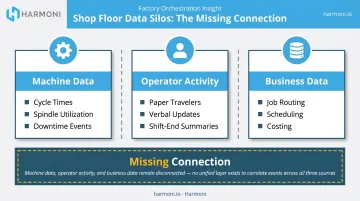
The Three-Silo Problem
The deeper issue is structural. Shop floor data exists in three separate streams that rarely connect:
- Machine data — cycle times, spindle utilization, downtime events (often not captured at all)
- Operator activity — paper travelers, verbal updates, shift-end summaries
- Business data — job routing, scheduling, and costing inside the ERP
Without a layer connecting all three, managers piece together a picture from fragments. By the time the picture is complete, the shift is over.
Where Visibility Gaps Actually Live
Visibility problems don't distribute evenly across the operation. They concentrate at the workcenter : the point where operators receive instructions, make decisions, and log work. Errors enter here. Time disappears here. Accountability breaks down here — and it's the last place most visibility solutions actually reach.
Many manufacturers have tried to close this gap with an MES implementation. A standalone MES often improves scheduling and work order management, but it rarely solves real-time execution at the machine and operator level. That requires a different layer entirely — one that sits between the ERP, the MES, and the shop floor itself.
What that layer needs to do:
- Capture machine state and operator activity as it happens
- Connect job-level context from the ERP to each workcenter
- Surface problems in real time, not after the shift debrief
The True Cost of Operating Without Real-Time Shop Floor Data
Poor visibility means problems compound before anyone knows they exist.
NIST's manufacturing machinery maintenance research quantified this directly: establishments with highly reactive maintenance practices experienced 3.3x more downtime and 16x more defects than those using more predictive approaches. The same research estimated **$18.1 billion in preventable downtime losses** annually across U.S. manufacturing. In most cases, the equipment didn't fail without warning. The signals were there — they just weren't being captured.
The Labor Cost Dimension
Without insight into what operators are actually doing — which job they're on, how long setup is taking, whether they're waiting for materials or instructions — manufacturers can't identify wasted time, and they can't fix it.
The 2024 Manufacturing Leadership Council found 70% of manufacturers still collect data manually. When an operator writes down a part count at shift end, every decision made during that shift happened without that information. Delayed data doesn't just slow improvement — it prevents it.
The Job Costing Accuracy Problem
When actual labor hours, machine cycles, and scrap events aren't captured as work happens, job costing becomes an estimate assembled from incomplete data. Bids that appear profitable aren't. Jobs that lost money look like wins until the next contract comes in priced the same way.
Quality Escapes and Their Cost
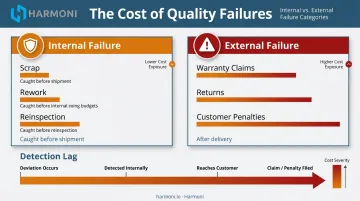
When process deviations aren't flagged in-process, non-conforming parts move through downstream operations. ASQ draws a clear line between internal failure costs (defects caught before the customer) and external failure costs (defects the customer finds). The gap between those two cost categories is substantial — and it's a direct function of detection speed:
- Internal failure: Scrap, rework, and reinspection caught before shipment
- External failure: Warranty claims, returns, and customer penalties after delivery
- Detection lag: Every hour a deviation runs undetected multiplies rework volume and pushes costs toward the more expensive category
Five Strategies Manufacturers Use to Improve Shop Floor Visibility and Control
Connect Machine Data to Real-Time Dashboards
The foundation of shop floor visibility is machine data captured automatically from equipment — not entered manually after the fact. IIoT-enabled devices and edge computing allow both modern and legacy machines to feed live cycle times, spindle utilization, downtime events, and part counts into a centralized view.
What makes a dashboard useful isn't just machine status lights. Contextual data matters: a dashboard showing a machine running at 60% utilization is only useful if it also tells you which job, which operator, and why performance is down. Without that context, you're observing, not managing.
Modern Machine Shop's reporting illustrates what this looks like in practice. LeClaire Manufacturing increased vertical CNC utilization by 38 percentage points after adopting machine monitoring. Coastal Machine and Supply saw a 46% improvement in five-axis utilization. Both results came from the same basic shift: replacing estimates with real data.
Eliminate Paper-Based Tracking and Manual Data Entry
Paper travelers, handwritten logs, and manual ERP updates are the primary source of data delay on most shop floors. Data should be captured at the moment it's generated — not transcribed hours later.
Quality Magazine pegs typical manual data-entry error rates at around 1% — a figure that adds up across thousands of transactions per shift. Beyond accuracy, there's the delay problem. When a supervisor enters part counts at 5 PM for work that happened at 9 AM, the entire day ran on guesswork.
When evaluating a digitization approach, look for one that reduces operator burden rather than adding new screens to fill out. Digital work instructions, electronic job tracking, and automatic machine data collection should replace transcription steps entirely — not layer digital forms on top of existing paper ones.
Standardize Operator Workflows at Each Workcenter
When operators follow inconsistent processes — different setup sequences, different logging methods, different responses to quality issues — establishing accurate baselines becomes impossible. You can't improve what you can't measure.
Standardized digital workflows at each workcenter make operator activity visible and repeatable. They also eliminate a specific category of wasted time:
- Searching for travelers or job packets at shift start
- Confirming job sequences before setup begins
- Waiting for a supervisor to answer questions the system should answer
Harmoni's factory orchestration platform addresses this directly. Using long-range RFID, the system automatically detects nearby employees and jobs, then presents each operator with a centralized command center at their workcenter — the right job, the right instructions, the right program, without manual lookup. Operators walk up to their machine and start making chips. The result is fewer setup delays and a shorter path from job release to first cut.

Integrate ERP Data with Shop Floor Execution
ERP systems define what should happen. Closing the gap between plan and reality requires a real-time feedback loop the ERP alone can't provide.
Integrating ERP data with shop floor execution means the people and machines doing the work have access to the plan, and the ERP receives real-time feedback on actual progress. In practice, this looks like:
- Job packets available at the machine before the operator has to ask
- Actual labor hours feeding back to cost tracking automatically
- Quality holds triggered when a deviation is logged, not when someone remembers to enter it
This integration requires a layer that sits between the ERP and the shop floor. The ERP wasn't designed for this function and can't fill the gap on its own.
Use Automated Alerts to Catch Problems in Real Time
Visibility without alerts is observation — it tells you what happened. Alerts convert visibility into control by flagging deviations as they occur: a machine down longer than threshold, a job falling behind target cycle count, a quality check missed at the scheduled window.
Effective alert systems share three characteristics:
- Specific — triggered by a defined threshold, not general performance trends
- Directed — sent to the person who can actually act on the problem
- Escalating — if the first responder doesn't act within a defined window, the alert moves up
Generic alarms with no clear owner get ignored — and an ignored alert system is indistinguishable from no system at all. Alert design matters as much as the data feeding it.
How Factory Orchestration Connects the Dots
Most visibility tools address one dimension — machine data, or operator workflows, or ERP integration — but rarely all three at once. Factory orchestration is the operational layer that coordinates people, machines, systems, and engineering requirements simultaneously, sitting between the ERP, any existing MES, and the actual execution happening on the floor.
Harmoni's factory orchestration platform brings all three data streams together into a unified operational view: machine performance, operator activity, and ERP workflows visible in one place. Unlike standalone machine monitoring or a traditional MES, the platform combines observability with automation and process control.
That distinction matters in practice. A machine monitoring tool tells you a machine is idle. Harmoni tells you why it's idle, who was supposed to be running it, what job is affected, and what the cost implication is — because the machine data is linked to the operator record and the ERP job simultaneously.

That kind of context also changes what "fast" means for the tools meant to deliver it. Visibility solutions that take 12–18 months to implement keep accumulating the operational problems they're meant to solve. Harmoni deploys in weeks, with no machine replacement required, retrofitting to existing equipment regardless of age or manufacturer.
WessDel, a San Jose-based machine shop, achieved 17 productive hours per employee per month in operational improvements and a 5X ROI after deployment — primarily by eliminating manual ERP transaction time and enabling faster, more accurate manufacturing decisions.
KPIs That Tell You If Your Shop Floor Visibility Is Working
The right metrics signal whether visibility improvements are actually translating into operational control:
- OEE (Overall Equipment Effectiveness) — the composite measure of Availability, Performance, and Quality. According to Modern Machine Shop's Top Shops benchmark, median OEE sits at 73% for high-performing machining operations, with spindle utilization at 75% for top shops versus 65% for the rest.
- Job cycle time accuracy — actual versus planned cycle times per operation. Consistent deviation signals either a planning problem or an execution problem — real-time data tells you which.
- First-pass yield — the percentage of units completing a process without rework, scrap, or diversion. Defined by ASQ as the clearest single indicator of whether process control is preventing defects at the source.
Lagging vs. Leading Indicators
End-of-shift output and daily scrap totals are lagging indicators — they confirm what happened. Leading indicators like real-time cycle time deviation, operator idle time, and jobs currently behind pace allow intervention before the shift closes. A mature visibility system surfaces both, but the leading indicators are what separate measurement from control.
That said, leading indicators only work if someone is assigned to act on them. Choose the 3–5 metrics that most directly reflect the problems your operation is actually trying to solve — then build your dashboard around those, not the other way around.
Frequently Asked Questions
What is the difference between shop floor visibility and shop floor control?
Visibility is the ability to see what's happening — real-time data on machines, operators, and jobs. Control is the ability to act on that information to correct deviations as they occur. Visibility comes first — without it, control decisions are based on guesswork, not reality.
How does an ERP system fall short of providing real-time shop floor visibility?
ERP systems are designed for planning and resource management, not execution tracking. They reflect data that was entered — often with significant lag — rather than what's happening at the machine right now. Bridging that gap requires a dedicated execution layer between the ERP and the shop floor — one that captures machine and operator activity as it happens.
What KPIs should manufacturers track to measure shop floor performance?
OEE, first-pass yield, job cycle time accuracy, operator utilization, and unplanned downtime are the foundational metrics. Leading indicators — deviations caught in-process — are more valuable for control than lagging end-of-shift summaries, which only confirm what already happened.
How long does it typically take to implement a real-time shop floor visibility solution?
It depends on platform complexity and integration requirements, but modern factory orchestration platforms are designed to deploy in weeks rather than months. Production teams often see tangible gains in OEE and labor visibility within weeks of go-live — not after a year-long rollout.
What is factory orchestration and how does it differ from an MES?
Factory orchestration coordinates people, machines, ERP systems, and engineering requirements at the execution level in real time. Traditional MES platforms focus on scheduling and record-keeping — they don't extend workflow automation down to the machine and operator level, which is precisely where orchestration operates.
How does real-time shop floor data improve job costing accuracy?
When actual labor hours, machine cycles, and scrap events are captured automatically as work occurs — rather than estimated afterward — job costs reflect reality. That accuracy translates to more reliable bids, clearer margin visibility, and informed decisions about which jobs are worth pursuing.


