The operational consequences go well beyond the repair invoice. When a machine goes down unexpectedly, you lose spindle hours that can't be recovered, operators sit idle, jobs get rescheduled, customers get difficult conversations, and overtime costs pile up on the back end.
What most shops miss is that downtime rarely arrives as a single catastrophic event. It accumulates — through deferred lubrication checks, ignored alarm trends, inconsistent setup procedures, and small inefficiencies that compound shift over shift until the machine finally stops.
This guide examines downtime from three angles: the decisions made before a machine runs, how machines and operators are managed during production, and the operational context surrounding your shop floor.
Key Takeaways
- Indirect downtime costs — lost capacity, overtime, expedited parts — typically far exceed the visible repair bill
- Most downtime traces back to the same root causes: deferred maintenance, operator knowledge gaps, poor tool management, and no real-time visibility into what machines are actually doing
- The highest-leverage interventions happen before a breakdown — through maintenance strategy, program validation, and tooling specification
- Real-time monitoring and structured operator workflows reduce both the frequency and duration of downtime events
- Shops with a unified view of machines, ERP data, and operators identify problems faster and recover more quickly
How CNC Machine Downtime Accumulates Over Time
Most shops treat downtime as a machine-off event. That framing is too narrow, and it causes shops to significantly undercount how much production time they're actually losing.
The Two Categories of Downtime
Unplanned downtime includes mechanical failures, tool breakage, programming errors, and operator mistakes. These get the most attention because they're disruptive and visible.
Planned downtime includes maintenance windows, changeovers, and shift transitions. These are controllable — but in many shops they're bloated, poorly managed, and treated as fixed costs when they aren't. Addressing both categories is what separates shops that hit throughput targets from those that don't.
The Hidden Loss: Performance Downtime
The bigger blind spot is performance downtime — machines running but producing below expected output. OEE (Overall Equipment Effectiveness) defines this as the Performance component of the Availability × Performance × Quality formula. According to LeanProduction, world-class OEE for discrete manufacturers is 85%, while 60% is typical — meaning many shops are losing 25–40% of planned production time without necessarily seeing machines go dark.
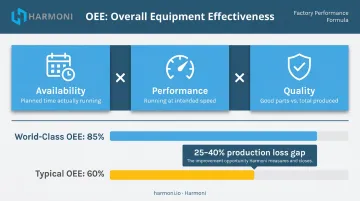
Modern Machine Shop's Top Shops benchmarking data found that leading shops achieved median OEE of 73% versus 65% for others — an 8-point gap that compounds across every shift, every machine, every week.
Why Small Losses Add Up Fast
Twenty minutes of idle time per shift, per machine, sounds manageable. Across three shifts, five machines, and 250 operating days, that's over 1,250 hours of lost spindle time annually — before you've counted a single breakdown.
Harmoni's OEE monitoring platform tracks Availability, Performance, and Quality separately, surfacing performance slippage through visual factory indicator lights at each machine: green when running within expected cycle time, yellow when drifting, red when performance has degraded enough to require attention. This real-time feedback catches the slow bleed before it becomes a shutdown.
Key Drivers of CNC Machine Downtime
Identifying your dominant driver is the prerequisite for any effective intervention. The same investment that transforms one shop may deliver minimal return in another.
Maintenance Strategy
NIST research found that discrete manufacturers relying heavily on reactive maintenance experienced 3.3 times more downtime than low-reactive-maintenance users, and that establishments investing in predictive or preventive approaches had 44% less downtime and a 54% lower defect rate. Despite this, NIST also found that 45.7% of machinery maintenance in discrete manufacturing remains reactive.
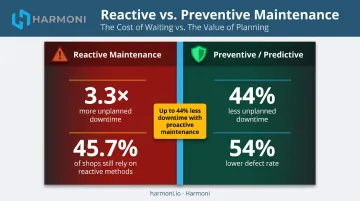
Reactive maintenance costs more to repair and drives failures at the worst possible moments: on the highest-load jobs, during the most constrained shifts.
Operator-Related Factors
Operator factors are consistently underweighted relative to equipment factors, even though they're highly controllable. Common contributors include:
- Unclear or outdated setup instructions at the machine
- Inconsistent job handoffs between shifts with no structured documentation
- Operators waiting for engineering, maintenance, or quality personnel — and leaving the machine to find them
- Ambiguous program selection leading to wrong-revision setups
Plant Engineering's 2020 maintenance survey identified operator error as a cause of unscheduled downtime in 11% of surveyed facilities — a figure that understates the true contribution, since operator errors frequently surface downstream as apparent "mechanical" failures.
Tool and Consumable Management
A 2025 peer-reviewed paper in Robotics and Computer-Integrated Manufacturing found that tool failures account for approximately 20% of total machining downtime, with tool costs representing 3–12% of total machining costs. Shops without structured tool life tracking tend to run tools past failure thresholds, causing machine stoppages, scrapped parts, and spindle damage that costs far more than the tool itself.
Process and Programming Errors
Incorrect G-code, improper feeds and speeds, or unvalidated programs cause faults and re-run time that's hard to categorize as anyone's fault. That ambiguity is part of why this driver often goes unaddressed. Programming errors that reach the floor are disproportionately expensive relative to the time it takes to catch them in simulation.
Visibility and Data Gaps
Shops that can't see real-time machine status, alarm frequency trends, or operator activity can't run a targeted improvement program. They can only respond to what's already failed.
Strategies to Reduce CNC Machine Downtime
Effective downtime reduction requires matching the intervention to the driver. Here's how to address each category.
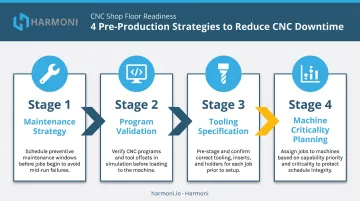
Strategies That Change Decisions Before Production Starts
These interventions shape downtime frequency by changing what happens before a machine begins running.
Adopt a deliberate maintenance strategy. The right approach depends on machine criticality and cost-of-downtime. A bottleneck machine running lights-out overnight justifies predictive monitoring investment. A secondary operation machine used intermittently may be adequately served by time-based preventive maintenance. The error most shops make is applying the same reactive model everywhere, regardless of what a failure on that specific machine costs per hour.
NIST's analysis also notes that preventive maintenance is applied unnecessarily up to 50% of the time — meaning over-maintaining low-criticality equipment while under-maintaining bottlenecks is a real and common pattern.
Validate programs before they reach the machine. Post-processors, simulation tools, and structured first-article protocols catch programming errors in a controlled environment rather than on live production time. The math on this is straightforward: catching an error in simulation costs minutes; catching it mid-production costs a setup, potentially a part, and sometimes a tool or fixture.
Specify tooling to match the job, not general inventory. Running the wrong insert grade or an undersized end mill at incorrect parameters doesn't just cause early wear — it makes wear rates unpredictable. Structured tooling libraries matched to job families make replacement intervals more consistent and reduce the frequency of unexpected tool failure.
Build machine criticality into planning. Understand which machine, when stopped, creates the most downstream disruption. That machine deserves prioritized maintenance investment, spare parts stocking, and monitoring resources.
Strategies That Change How Machines Are Managed During Production
Implement real-time machine monitoring. Tracking cycle time trends, alarm history, and machine state changes allows maintenance teams to intervene at a planned time rather than at the worst possible moment. Modern Machine Shop reported that Coastal Machine and Supply increased utilization on a five-axis DMG MORI by 46% in the first two months after implementing real-time monitoring.
Empower operators with the right information at the machine. Operators who have immediate access to job instructions, setup sheets, correct program versions, and machine performance status respond faster to deviations and make fewer errors from ambiguity. Harmoni's factory orchestration platform puts a centralized command center at each workcenter, giving operators immediate access to:
- Machine data and ERP job status
- Current work instructions and setup sheets
- Quality checksheets and engineering documentation
- Direct communication to maintenance or engineering without leaving the machine
The RFID-based identification system takes this further: when an operator approaches a machine, it automatically detects who they are and what job they're running, then surfaces the correct program revision, work instructions, and tooling requirements without manual selection — eliminating wrong-program setups and documentation search time.
Standardize setup and changeover procedures. Uncontrolled variability between shifts and operators is a significant source of avoidable downtime. Documented work instructions, torque specs, offset verification steps, and first-piece sign-off processes reduce setup-related stoppages without requiring new equipment.
Modern Machine Shop's benchmarking data found that Top Shops achieved median setup times of 37 minutes versus one hour for other shops — a gap driven largely by standardization, not technology.

Establish structured downtime categorization. When operators log and categorize every downtime event by cause type — mechanical, tooling, programming, material, operator — management gains the Pareto data needed to direct improvement effort. Without that data, improvement effort defaults to opinion over evidence.
Track tool life against actual usage. Shops that replace tooling based on cycle count evidence rather than calendar intervals reduce both unexpected tool failures and the waste of retiring serviceable tools prematurely.
Strategies That Change the Operational Context
In many shops, the real downtime driver isn't the machine — it's what surrounds it.
- Jobs waiting for materials that haven't arrived
- Operators waiting for setup instructions that exist only on a shared drive no one can access at the machine
- Maintenance teams unaware that a machine has been generating repeat alarms for three days
- Schedulers unaware that a bottleneck machine is running behind on a critical job
Improve integration between ERP, machines, and operators. Each of those patterns above shares a root cause: disconnected systems. When job data, tooling requirements, and material availability are connected to the shop floor in real time rather than transferred via paper travelers or verbal handoffs, that category of delays disappears entirely. Harmoni sits between ERP systems, machines, and operators to coordinate execution in real time, so the non-machine causes of downtime that pure machine monitoring cannot address are also visible and addressable.
The WessDel case study demonstrates what this integration delivers: the shop gained 17 productive hours per employee per month by eliminating manual ERP transaction time, with the ongoing benefit exceeding 5x the cost of the system.
Address scheduling logic. Poorly sequenced jobs — requiring frequent machine reconfigurations or incompatible tooling swaps — generate avoidable planned downtime. Sequencing jobs by part families reduces total changeover time without new equipment. A SMED case study on a turning line found setup time reductions of more than 45% through methodical analysis of changeover steps, with no capital expenditure required.
Build a culture where downtime is data, not blame. Shops where operators feel comfortable reporting downtime accurately generate better data for improvement. Shops where downtime reporting feels like a performance judgment get underreported data — and therefore can't identify which drivers are actually worth addressing. Leadership's framing of downtime reporting as a tool for improvement, not a punitive metric, directly affects data quality and how fast the shop learns.
Conclusion
Reducing CNC machine downtime isn't a single-intervention problem. It requires identifying where downtime originates — in the decisions made before production, in how machines and operators are managed during production, or in the operational context surrounding the shop floor — and applying the right intervention to the right driver.
Shops that measure accurately, categorize consistently, and act on what the data shows recover faster, catch problems earlier, and stop losing capacity to the same failures twice. Shops that only respond to visible breakdowns stay reactive — no matter how much they've spent on equipment.
Visibility is the precondition for everything else in this guide. If you're looking for a practical starting point, Harmoni's factory orchestration platform gives CNC shops real-time machine data, OEE tracking, and the operational context to act on what they see — without replacing existing equipment or ERP systems.
Frequently Asked Questions
How can downtime be prevented?
Prevention combines proactive maintenance (preventive or predictive), real-time monitoring to catch early degradation signals, and standardized operator procedures. No single measure prevents all downtime, but structured visibility and planned interventions dramatically reduce both frequency and duration.
How to reduce CNC machining time?
Reducing cycle time (feeds, speeds, toolpath optimization) and reducing unplanned downtime are different problems requiring different interventions. In high-mix shops, downtime reduction typically delivers faster throughput gains because setup and idle time represent a larger share of lost capacity than cycle time inefficiency.
What is the most common cause of CNC machine downtime?
Mechanical failures get the most attention, but the dominant causes are operator-related factors, deferred maintenance, and visibility gaps . Machine failures are often the outcome of upstream decisions rather than random events.
What is the difference between planned and unplanned downtime in CNC machining?
Planned downtime includes scheduled maintenance, changeovers, and shift transitions, all of which are controllable and optimizable. Unplanned downtime is triggered by unexpected failures, errors, or shortages. Reducing total downtime requires both minimizing unplanned events and tightening the efficiency of planned ones.
How does real-time machine monitoring help reduce CNC downtime?
Real-time monitoring surfaces alarm trends, cycle time drift, and performance deviations before they escalate to stoppages, allowing maintenance to intervene at a planned time rather than at the worst moment. Combining machine data with operator context creates faster response when issues do occur.
What metrics should I track to measure CNC machine downtime?
Key metrics include total downtime hours by machine, downtime frequency by cause category, MTBF (Mean Time Between Failures), MTTR (Mean Time To Repair), and OEE. Tracking cause categories is as important as tracking total hours: it shows which drivers are actually worth targeting.