Introduction
Wrong tools loaded at setup. Unknown wear states running parts to scrap. Manual offset entries keyed in incorrectly at the machine. For CNC shop managers, manufacturing engineers, and operations leaders in aerospace, automotive, defense, and precision machining, these aren't edge cases — they're recurring causes of scrapped parts, unplanned downtime, and compliance failures.
RFID tool tracking addresses this directly. It's the process of embedding radio frequency identification tags in tool holders so machines can automatically read, verify, and log tool data without manual input. Modern Machine Shop notes that scrap during a production run is commonly caused by operator error, including incorrect calculation and entry of offset changes — exactly the failure mode RFID tracking is designed to eliminate.
This guide covers what RFID tool tracking actually is, how it works from tag to CNC action, the factors that determine whether it performs well or poorly, and — critically — when it may not be the right investment for your shop.
Key Takeaways
- RFID embeds a unique digital identity in each tool holder so CNC machines verify the correct tool automatically at the point of use
- It eliminates manual tool entry errors and tracks actual usage against rated tool life for predictive maintenance
- Three layers drive performance: RFID hardware, CNC controller logic, and software integration with MES or ERP
- Tag type, EMI environment, read head placement, and integration depth all shape real-world results
- Low-volume, low-mix shops with stable manual processes may not see a strong return on implementation cost
What Is RFID Tool Tracking in CNC Machines?
RFID tool tracking is a non-contact identification method where a small data chip embedded in a tool holder stores and transmits tool-specific data to a reader mounted on or near the machine. No line-of-sight, no manual scanning, and no specific orientation required.
The chip holds the tool's identity, geometry values (diameter, length, offsets), usage history, and status. According to Balluff, relevant tool data includes tool numbers, dimensions, and service life — and this data can be stored decentrally on the chip itself, including a 32-character alphanumeric tool ID and geometry values in BCD format.
What It Actually Achieves
The CNC controller maintains a continuously updated picture of each tool:
- Which tool is loaded and in which position
- Current wear state and remaining service life
- Whether the tool is authorized for the active job
- Geometry offsets as they stand after the last cycle
This enables automatic verification before a cut is made, and prevents misidentification entirely before any material is touched.
How It Differs from Barcodes and Laser Engraving
| Method | Scanning | Data Type | Updates After Use |
|---|---|---|---|
| Barcode | Manual, line-of-sight | Static only | No |
| Laser engraving | Manual, visual | Static only | No |
| RFID | Automatic, no orientation | Read/write | Yes — after every cycle |
The read/write capability changes how tool data behaves over time. Where barcodes lock in a fixed identifier at manufacture, RFID data updates after every cycle — wear state, usage count, and offsets reflect the tool's actual current condition, not its original spec.
Why CNC Shops Use RFID Tool Tracking
In high-mix or high-volume CNC environments, tool setup errors are a direct path to scrap. A wrong tool loaded, outdated geometry entered manually, or a worn tool not flagged before the cut — each one fails the part, and the shop usually discovers it after the fact.
The Manual Process Problem
Without RFID, operators rely on visual identification or manual logbooks. Tool life data lives in spreadsheets — or nowhere at all. When a tool fails mid-cut, the shop enters a reactive cycle:
- Unplanned downtime while the failure is investigated
- Scrap parts pulled and dispositioned
- Emergency tooling orders to replace what failed
- Manual root cause analysis that may not prevent recurrence

The core issue is that manual identification and manual data entry introduce error at every handoff. Balluff confirms that RFID tool identification automatically transfers tool data to machine memory, preventing manual-entry errors and tools being forgotten.
The Compliance Driver
AS9100 (aerospace) and IATF 16949 (automotive) manufacturers face an additional pressure: documented evidence of which tool machined which part in which condition. Manual records (paper logbooks, spreadsheet entries) cannot reliably produce this data at scale — across multiple shifts and machines.
Most shops start RFID adoption as an operational improvement: reduce scrap, improve uptime. In regulated supply chains, it increasingly becomes a compliance requirement. These two drivers are distinct. Knowing which one applies to your shop determines how urgently you need to act.
How RFID Tool Tracking Works: From Tag to CNC Action
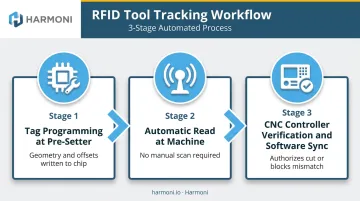
The end-to-end process has three stages, each building on the last.
Step 1: Tag Programming and Tool Pre-Setting
Before a tool enters production, the RFID chip is programmed at a tool pre-setter station. Measured data — diameter, length, offsets, material compatibility, rated life — is written directly to the chip. This eliminates the manual controller entry step entirely.
Modern Machine Shop reported that in practice, measurement data is written into RFID tags embedded in toolholders using a presetting machine, and a read station at the CNC automatically updates the tool offsets in the control. No manual transcription, no offset entry errors.
Step 2: Automatic Read at the Machine
The read/write head (mounted on the tool turret back plate or at the automatic tool changer position) reads the chip as the tool rotates into position. The process requires no manual scan.
Turck's BL ident system demonstrates what extended read range enables: reading time for a CNC tool turret drops from 130 seconds to 10 seconds, with read/write heads mounted directly on the backplate and data read through non-metal plates during a single turret rotation.
Step 3: CNC Controller Verification and Software Sync
The CNC controller receives the tool ID and usage data, cross-checks it against the active job's required parameters, and either authorizes the operation or blocks the cut if there is a mismatch. After each machining cycle, updated usage data is written back to the chip.
The software layer determines how much operational value this generates. A factory orchestration platform like Harmoni can simultaneously push this data to ERP or MES systems, giving supervisors real-time visibility into tool status, job costing, and operator activity without manual reporting.
Harmoni integrates natively with major CNC controllers (Haas, Mazak, Fanuc, DMG MORI, Siemens, Heidenhain) and ERP systems (Epicor, Infor, JobBoss, ABAS), connecting RFID-sourced tool data to the broader production record automatically.
Key Factors That Affect RFID Tool Tracking Performance
Getting RFID hardware installed is the easy part. Performance depends on four factors that shops frequently underestimate.
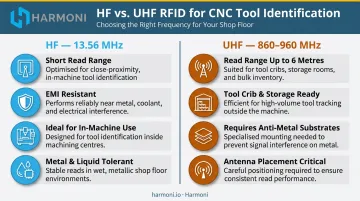
Tag Selection and Frequency
CNC environments are harsh: metallic surfaces, cutting fluids, vibration, elevated temperatures. Tag frequency determines how well the system survives these conditions.
- HF (13.56 MHz): Preferred for in-machine tool identification. Short read range, but EMI-resistant and well-suited to metal-dense environments. Pepperl+Fuchs confirms that LF and HF tags outperform UHF near metal and liquid.
- UHF (860–960 MHz): Better suited for tool storage, tool cribs, and logistics where longer read range (up to 6 meters) matters. Requires anti-metal substrates and careful antenna placement near metallic surfaces.
A common in-machine HF choice — the Balluff BIS004A — is 10 mm diameter × 4.5 mm, IP67-rated, with 2,000 bytes of read/write FRAM memory.
The tradeoff is clear: use HF inside the machine, UHF for inventory and crib management.
Read/Write Head Placement
Mounting location determines whether automatic identification is feasible or whether the tool still needs to move to a fixed read point. Direct back-plate mounting on the turret (as Turck's system demonstrates) eliminates extra machine motion and enables identification during normal turret rotation. Poor placement forces a dedicated read cycle that adds time and complexity.
Software Integration Depth
This is where most RFID deployments either succeed or plateau.
| Integration Level | What It Enables |
|---|---|
| Shallow (RFID → CNC controller only) | Tool-error blocking at the machine |
| Deep (RFID → ERP/MES/orchestration layer) | Job costing accuracy, maintenance scheduling, real-time visibility, compliance records |
RFID hardware captures data. That data only has value if it flows into the systems that drive production decisions. Shallow integration stops errors; deep integration — connecting RFID to ERP, MES, or a factory orchestration layer — is what unlocks job costing, compliance records, and maintenance scheduling.
Tool Holder Compatibility and Balance
RFID chips must physically fit within the tool holder without compromising structural integrity or balance. Standard chip dimensions (~10 mm diameter) are compatible with most SK, BT, HSK, and Schunk Capto holders when radially mounted, as Schunk confirms. Pull-stud mounting is used in some applications, particularly in Japanese machine tool environments.
At high RPM, adding mass to a tool holder affects balance. ISO 16084 governs balancing requirements for rotating tool systems. Balance certification should be re-verified with the tool manufacturer after chip installation for high-speed applications — the threshold depends on the specific holder and spindle speed.
Common Misconceptions About RFID Tool Tracking
"RFID alone solves tool management"
RFID captures and transmits data. Without a software layer that acts on that data — blocking mismatched tools, alerting on near-end-of-life conditions, updating job costs — RFID is just a faster way to collect numbers. Shops that deploy RFID hardware without defining the decision logic it should trigger typically see minimal ROI.
"RFID will interfere with CNC machine electronics"
Purpose-built industrial RFID systems are engineered specifically for machining environments and handle electromagnetic noise from spindle motors and servo drives without issue. HF systems in particular are well-suited to in-machine tool identification for exactly this reason. Interference is a real concern with consumer-grade hardware — it is not a characteristic of correctly installed industrial systems.
Common examples of proven in-machine RFID hardware include:
- Turck CNC turret systems — IP69K-rated read/write heads with IP68 tags for full coolant resistance
- Balluff HF tags — designed for flush-in-metal installation directly on tool holders
- Anti-metal RFID inlays — available from multiple vendors for high-vibration, high-coolant environments
"RFID data reflects actual tool condition"
RFID stores what has been written to it. If the pre-setter records incorrect geometry, or the lifecycle counter is set wrong, the RFID system faithfully propagates that error at machine speed. RFID improves data integrity compared to manual entry — it does not replace the need for accurate input data and calibrated pre-setting equipment.
When RFID Tool Tracking May Not Be Appropriate
RFID tool tracking is not universally appropriate. Two scenarios where the investment is unlikely to pay off:
- Low-mix, stable operations: A shop running the same five tools on the same three parts every week, with experienced operators who visually verify setups, is unlikely to encounter tool misidentification errors. When problem frequency is low and manual verification is practical at scale, the ROI case is weak.
- Adoption by default: If the primary driver is "Industry 4.0 readiness" without a defined operational problem — excessive scrap, recurring tool errors, compliance audit failures, unplanned downtime from tool breakage — implementation risk is high and ROI will be difficult to demonstrate.
Before committing to RFID infrastructure, audit your actual tool error frequency and scrap cost. Consider whether simpler interventions — standardized setup sheets, ERP-driven tool lists, improved pre-setting discipline — could address the root cause at lower cost.
If those interventions have already been exhausted and tool identification errors persist, RFID has a strong case.
Frequently Asked Questions
What type of RFID tag works best for CNC tool holders?
HF (13.56 MHz) tags are the standard for in-machine tool identification. Their short read range and EMI resistance suit metal-dense machining environments. UHF tags are better for tool storage and inventory scanning where longer read range matters more than interference resistance.
Can RFID signals interfere with CNC machine electronics?
Industrial-grade anti-metal RFID systems are designed for high-EMI machining environments and do not disrupt CNC controllers, servo drives, or spindle electronics when properly installed. Interference is a concern with consumer-grade hardware, not purpose-built machining RFID systems.
What data can be stored on an RFID chip in a tool holder?
A chip can hold tool ID, geometry data (diameter, length, offsets), rated and actual usage cycles, calibration date, maintenance history, and operator/batch association. Rewritable chips update this data after each use cycle, making the tool holder a portable data record.
How does RFID tool tracking integrate with ERP and MES systems?
RFID data flows from the read head to the CNC controller via Ethernet/IP or PROFINET. A factory orchestration layer — such as Harmoni — then routes that data to ERP and MES systems for job costing, inventory updates, and compliance reporting. Shops with native ERP integrations get this flow fully automated; others may require middleware configuration.
Is RFID tool tracking compatible with older CNC machines?
Many legacy CNC machines can be retrofitted with RFID readers that interface via serial or Ethernet connections. Plug-and-play kits exist for common legacy platforms. Full data integration may require additional middleware, but the hardware retrofit is generally feasible regardless of machine age.
How is RFID tool tracking different from barcode-based tool management?
Barcodes require manual line-of-sight scanning and store only static data. RFID reads automatically without orientation requirements and supports read/write operation — the chip updates after every tool cycle rather than storing a fixed identifier. That difference in data currency is what makes RFID viable for active tool life management.