The downstream effects compound fast. Machines waiting between jobs, operators blocked from starting the next run, lead times stretching even when physical capacity exists, and margin pressure on every quote where setup hours were underestimated.
The good news: CNC setup time is not an inevitable cost of production. It is largely a function of how operations are planned, coordinated, and managed. This guide covers three categories of strategies — changing pre-job decisions, improving how setup is actively managed, and addressing the operational environment surrounding the setup process.
Key Takeaways
- Setup time compounds across every shift — small inefficiencies in each step add up to significant lost capacity.
- Most excess setup time comes from preparation work that should happen before the machine stops.
- Operator-to-operator variability is a major and often overlooked driver.
- Offline tool presetting, zero-point workholding, digital work instructions, and automated program loading each target a distinct category of wasted setup time.
- Shops that track actual vs. expected setup time — and act on the gap — consistently outperform those that don't.
How CNC Setup Time Accumulates Across a Production Day
CNC setup is not a single event. It is a sequence of fragmented activities — tool retrieval, fixturing, calibration, program loading, first-run verification, and quality checks — each capable of introducing delay. Small inefficiencies compound across a shift running multiple jobs.
Modern Machine Shop defines CNC setup time as the total machine-down time between production runs, including the time required to produce the first acceptable workpiece.
That definition matters because it captures the full scope of what's actually being lost — not just tool changes, but everything from the moment the previous job ends to the moment good parts start coming off the machine.
Why High-Mix Shops Feel This Most
In high-mix, low-volume environments — job shops and contract manufacturers running many unique jobs per day — setup accumulations are especially costly. Setups happen constantly, and each one carries its own documentation, tooling, fixturing, and program requirements. There's no amortization across large batches to absorb the overhead.
The compounding effect looks like this:
- Each setup step has its own potential delay (missing tool, wrong fixture, outdated program)
- Multiple setups per shift mean each delay multiplies
- Operators block the next job while resolving setup issues from the current one
- Lead time stretches even when spindle capacity technically exists

The Visibility Problem
Much of this time is invisible to management without active tracking. Setup overages are rarely flagged in real time. The gap between planned and actual setup duration often goes unaddressed for weeks or months — not because managers don't care, but because the data isn't visible when it would actually change decisions.
When that gap closes, the response changes too. Platforms like Harmoni address this directly — collecting real-time machine state data and linking operator activity (via RFID identification) to ERP job records, so setup duration becomes a measured fact rather than an estimate.
Key Drivers of Excess CNC Setup Time
Excess setup time is rarely driven by a single failure. It accumulates from a combination of upstream decisions, real-time conditions, and systemic issues.
Preparation That Arrives Too Late
Much of machine-side setup time consists of activities that could have been completed before the previous job finished — tool staging, fixture preparation, program verification — but were deferred to machine-side instead. Deferring these tasks doesn't protect the spindle. It shifts idle time to a less visible location, where it goes untracked.
Modern Machine Shop notes that inadequate documentation, vague setup instructions, ambiguous clamp positions, and inconsistent fixtures are direct sources of repeated wasted setup and prove-out time. In practice, poor preparation and poor documentation are usually the same failure showing up in two places.
Operator-to-Operator Variability
When setup procedures are undocumented — or exist only as tribal knowledge in the heads of experienced machinists — setup duration and quality depend entirely on who happens to be performing the task. One operator completes a setup in 25 minutes; another takes 55. Neither number is tracked, so neither becomes the basis for improvement.
Modern Machine Shop's coverage of digital paperless CNC shops highlights this directly: paperless setups reduce the risk that less-experienced personnel receive incomplete instructions when experienced machinists leave the shop or change shifts.
Systemic Gaps With No Feedback Loop
The third driver is the absence of any mechanism to identify recurring problems. When setup overages aren't tracked, the same issues repeat across the same machines, job types, and shifts. Common patterns include:
- No baseline setup time per job or machine type
- No alert when a setup runs 30% over estimate
- No record tying recurring overages to a specific fixture, program, or operator gap
Without a feedback loop, the problems don't surface — they just repeat.
Strategies to Reduce CNC Setup Time
Strategies vary depending on where excess time originates. The three categories below address pre-job decisions, in-process management, and the operational environment surrounding setup.
Strategies That Reduce Setup Time by Changing Pre-Job Decisions
The most direct reduction strategy is shifting as much preparation as possible offline — before the previous job ends. This is the foundation of SMED (Single-Minute Exchange of Die), which the Lean Enterprise Institute defines as targeting changeover times of less than 10 minutes by converting internal setup activities (requiring a stopped machine) to external activities (completable while the machine runs).
Practical offline preparation steps:
- Pre-kit tools and verify they are sharp, correct, and staged
- Confirm fixture configurations and prepare them at a workbench, not the machine
- Verify programs and offsets before the job reaches the queue
- Stage materials and prepare digital setup sheets with annotated visuals
Offline tool presetting eliminates one of the most time-consuming machine-side activities: manually measuring tool length, diameter, and wear at the machine. Zoller reports that measuring just five tools offline before they reach the CNC machine can reduce setup time by over 40%. Tools arrive with accurate offset data already confirmed, cutting the manual measurement loop entirely.
Zero-point workholding systems enable fixture swaps in seconds with micron-level repeatability. Cutting Tool Engineering reports that Park Precision used zero-point clamping to fit a second-operation setup inside a 7-minute first-operation cycle — a changeover speed that traditional indicating, tramming, and alignment methods can't match.
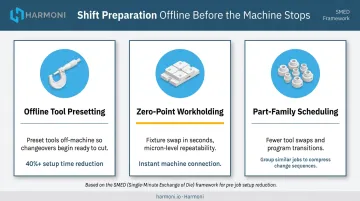
Part-family scheduling reduces the reconfiguration burden between jobs by grouping geometrically similar parts together. This minimizes fixture changes, tool swaps, and program transitions. It's a sequencing decision, not a capital investment.
Digital simulation and virtual machine environments catch program errors, collision risks, and fixture interference before setup begins. Modern Machine Shop reports that Vericut reduced NC program prove-out time by 40–60% in a documented user case. Fewer errors at the machine means fewer first-run adjustments and less time spent resolving problems that could have been caught in the office.
Strategies That Reduce Setup Time by Changing How Setup Is Managed
Before any improvement effort, shops need an accurate baseline. If you don't know how long each setup actually takes — broken down by machine, operator, job type, and shift — there's no basis for targeting the right problems. Manual timing and operator self-reporting introduce inaccuracy; systematic electronic tracking produces reliable data that management can act on.
Digital work instructions at the machine reduce hesitation, errors, and the time operators spend searching for information or waiting for supervisor clarification. Harmoni's platform delivers standardized work instructions, drawings, and setup sheets directly to the operator's machine-side terminal — automatically triggered by RFID job identification when the operator approaches the workcenter. When every operator receives the same current instructions, setup duration becomes more consistent and improvement becomes sustainable.
Machine probing routines replace manual edge-finding and offset measurement with automated cycles that complete in seconds. Renishaw's case study with Associated Tools documents a 66% reduction in tooling setup time — replacing 45 minutes of manual indexing and 30 minutes of checking with 20 minutes of automated component setting. The downstream benefit is fewer first-part rejections, which shortens the setup-to-production transition further.
Real-time visibility into setup status lets supervisors intervene before time is lost, not after the shift ends. Harmoni's factory orchestration platform surfaces machine activity data linked to ERP job records, enabling managers to see which setups are running over expected duration and respond while the situation is still recoverable. RFID-based operator identification captures precise timestamps for setup start, job transitions, and program loading — no manual data entry required.
Post-setup review closes the loop. Teams that compare actual to expected setup times, identify which machines or job types generate recurring overages, and replicate practices from top performers will compound their gains over time. Consistent, accurate data is the prerequisite — the analysis itself doesn't have to be complex to be effective.

Strategies That Reduce Setup Time by Changing the Operational Context Around Setup
Sometimes the biggest driver of excess setup time isn't the setup procedure itself — it's the environment surrounding it.
Physical environment factors that extend setup time without appearing on any report:
- Tool storage located far from the machine
- Fixtures buried in a disorganized crib requiring search time
- Prior job leaving the machine in poor condition (chips, coolant, misplaced tooling)
- Program access requiring a walk to a shared terminal
Shadow boards, point-of-use tool storage, and clean handoff protocols each reduce minutes per setup. Reducing physical distance and search time is an underestimated lever — 5 minutes saved per setup across 8 setups is 40 minutes of additional spindle time per shift.
The "pit crew" model takes this further by designating a dedicated setup team that manages all preparation activities independently of the operators running production. Modern Machine Shop's coverage of Toolcraft describes this directly: machinists should function like race-car drivers, with work orders, raw materials, and cutting tools ready when they arrive at the machine. High-mix shops with predictable job sequencing see the strongest results from this structure.
RFID-equipped toolholders automate tool identification and offset verification when tools are loaded, eliminating manual data entry errors, misidentified tools, and the verification steps that currently require operator attention. Harmoni integrates tool identification directly into the job identification and program loading sequence, removing a separate verification step from the operator's workflow.
Scheduling visibility for setup teams eliminates the gap between job completion and setup start. When setup teams can see which job is coming next — before the current job finishes — they can stage tools, prepare fixtures, and verify programs in advance. Harmoni's ERP integration connects production schedule data to the shop floor, enabling advance preparation rather than reactive scrambling.

Conclusion
Reducing CNC setup time requires identifying where time is actually lost — whether in pre-job preparation, in-process management, or the surrounding operational environment — rather than applying generic fixes that don't address the root cause. A shop losing time primarily to undocumented procedures needs different interventions than one losing time to machine-side tool measurement or poor schedule visibility.
Effective setup reduction is not a one-time project — it's a continuous discipline. Shops that measure their setup performance, standardize their best procedures, and improve incrementally will compound their gains across every shift.
The results follow directly: capacity increases without adding equipment, throughput improves without adding headcount, and margins recover on jobs where setup was previously eating the profit.
The tools and techniques exist. What separates shops that improve from those that don't is whether setup performance is measured, tracked, and reviewed consistently — rather than treated as background noise between production runs.
Frequently Asked Questions
How do I reduce setup time in CNC machining?
The three core levers are moving preparation offline before the previous job ends, standardizing work instructions so operators follow consistent steps, and tracking actual versus expected setup times to catch recurring overages. Most shops find the biggest gains come from combining all three rather than tackling any one in isolation.
How do I reduce cycle time on a CNC machine?
Cycle time and setup time are distinct problems. Cycle time (the period when the spindle is actually cutting) improves through toolpath optimization, cutting parameter adjustments, and reducing air cuts. Setup time reduction focuses on the non-cutting time between jobs. Both matter for throughput, but they require different interventions.
What is a good CNC setup time target for high-mix production?
Targets vary by part complexity and machine type. BetterMRO notes that some shops argue 15 minutes is achievable for repeat jobs, with certain operations hitting that target even on virgin parts. The more useful first step is measuring current setup duration and establishing a baseline — most shops discover their actual times are significantly higher than assumed once they start tracking.
What is the difference between internal and external setup activities in CNC?
Internal setup covers work that can only be done while the machine is stopped: indicating a part, loading a program manually, tramming a fixture. External setup covers work done while the machine is still running, such as staging tools, preparing fixtures, and verifying programs offline. Converting internal activities to external ones is the foundation of SMED-based setup reduction.
How does standardizing work instructions reduce CNC setup time?
Standardized, digitally accessible work instructions eliminate variability caused by experience gaps between operators and cut time spent hunting for documentation or waiting on supervisor guidance. The result is repeatable execution across shifts and after workforce changes — consistent, not just faster.
How does real-time data help reduce CNC setup time?
Real-time tracking of setup start and end times lets managers compare actual versus expected duration and filter by machine, operator, or job type to spot patterns. Acting on overages while they are happening — rather than in a post-shift review — is what prevents the same problems from repeating.