
The problem isn't that manufacturers don't care about machine data — it's that most are still getting it too late. End-of-shift summaries, manual operator reports, and periodic walk-throughs create a picture of what happened, not what's happening. By the time a manager sees the data, the opportunity to intervene has already passed.
This article focuses on the practical operational advantages of machine monitoring — not the technology itself, but what changes on the shop floor when manufacturers move from estimating performance to measuring it in real time.
Key Takeaways
- Machine monitoring gives production managers live, objective visibility into utilization and downtime — no operator estimates required.
- Earlier problem detection prevents unplanned downtime from cascading into missed deliveries and scrapped parts.
- Connecting machine data to ERP job records creates accurate job costing and eliminates the guesswork in quoting.
- Without machine monitoring, manufacturers find out about problems only after they've already cost money.
- Value compounds over time when monitoring data drives measurable targets and continuous improvement.
What Is Machine Monitoring
Machine monitoring is the continuous collection and analysis of data from production equipment — tracking machine state (running, idle, faulted), cycle times, spindle load, and utilization rates to give manufacturers a live, accurate picture of shop floor activity.
It applies primarily in discrete manufacturing environments with CNC machines, machining centers, and other automated or semi-automated equipment, where machine uptime directly determines output capacity. The more machines running simultaneously, the harder it becomes to track performance manually.
Machine monitoring surfaces the information needed to make faster decisions about maintenance scheduling, staffing, job sequencing, and cost tracking. That visibility is what separates shops that react to problems from shops that prevent them. Manual reporting can't match that speed or objectivity.
How It Differs from Condition Monitoring
These terms are often used interchangeably, but they describe different practices:
- Machine monitoring tracks operational data — machine state, cycle times, utilization, part counts, OEE — to manage production performance.
- Condition monitoring (as defined by ISO 17359) focuses on asset-health diagnostics: vibration, temperature, lubrication and wear analysis, and sensor-derived data used to predict mechanical failure.
Both have value. Production managers focused on throughput and downtime reduction will find machine monitoring delivers faster, more visible impact — because it targets the operational decisions made every shift, not just long-range maintenance planning.
The Three Core Advantages of Machine Monitoring
Each of the advantages below reflects a real process change — what becomes possible when manufacturers replace estimated performance with measured actuals.
Advantage 1: Real-Time Visibility into Machine Utilization and Downtime
This advantage is straightforward: machine monitoring replaces assumptions with facts. Production managers get a live view of which machines are running, which are idle, and which are down — without waiting on operator reports or end-of-shift summaries.
The mechanism is continuous, automatic capture of machine state transitions with timestamps at every status change. No human memory, no rounding, no omissions. The utilization record is objective.
Why manual reporting falls short: When machines go idle, operators move on. They start setup on the next job, help a colleague, or troubleshoot something else. Unproductive machine time goes unrecorded until output looks low and a manager investigates. By then, hours have been lost.
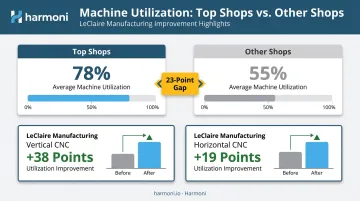
Gardner Business Media's 2024 Top Shops benchmark puts the scale of this gap in concrete terms: Top Shops report median spindle utilization of 78%, while other shops average 55% — a 23-point gap. That difference doesn't happen by accident. It reflects, in part, the discipline of tracking actual utilization rather than estimating it.
Real-world cases show what closing that gap looks like in practice. LeClaire Manufacturing increased vertical CNC utilization by 38 percentage points between 2021 and 2023 after adopting machine monitoring, with horizontal machining utilization rising 19 points over the same period — outcomes the company attributed to "millions of dollars" in revenue and avoided capital equipment purchases.
Scheduling and throughput impact: When utilization data is live, managers can redirect jobs to underutilized machines, identify capacity constraints before they affect delivery dates, and make staffing decisions based on what's actually happening on the floor.
KPIs most directly impacted:
- Overall Equipment Effectiveness (OEE)
- Machine utilization rate
- Unplanned idle time
- Shift throughput
- Asset availability
This advantage has the highest impact in high-mix, low-volume environments running multiple CNC machines simultaneously, where tracking individual machine performance manually is practically impossible and capacity planning depends on knowing actual utilization — not an optimistic estimate.
Advantage 2: Earlier Problem Detection and Reduced Unplanned Downtime
The goal here isn't just knowing when a machine goes down. It's catching the signal before the machine stops, or before a deviation produces bad parts.
Machine monitoring creates this advantage by continuously tracking cycle time deviations, unexpected stops, and machine state changes. When something deviates from expected behavior, alerts reach operators and supervisors while there's still time to intervene.
The cost of missing the signal: ABB's 2023 survey of 3,215 plant maintenance leaders found unplanned downtime averaging $125,000 per hour across industrial facilities — and many respondents reported facing unplanned outages at least monthly. That's a broad industrial figure, not CNC-shop-specific, but the exposure is directionally real at any scale.
In precision machining specifically, the numbers are more concrete. Mitotec Precision saved $1.4 million over 11 months after implementing machine monitoring — $656,000 from unplanned downtime reductions alone. LeClaire Manufacturing reduced its downtime notification threshold from 45 minutes to 10 minutes, meaning problems that previously went unnoticed for nearly an hour now trigger a response in under 10.

The quality connection: A machine running abnormally — worn tool, incorrect setup, programming error — doesn't always stop. It often keeps running while producing defective parts. Real-time cycle time monitoring flags deviations before a full batch of scrap materializes. That protects material costs and keeps delivery schedules intact.
KPIs most directly impacted:
- Unplanned downtime events
- Mean time between failures (MTBF)
- Mean time to repair (MTTR)
- Scrap rate
- First-pass yield
- Emergency maintenance frequency
This advantage matters most in precision manufacturing — aerospace, defense, medical device — where a single scrapped part or compliance failure can cost more than the monitoring system itself, and where tolerance for undetected deviation is effectively zero.
Advantage 3: Operational Context for Smarter Production and Costing Decisions
Knowing a machine is running is useful. Knowing what it's running, for how long, at what cost, and whether that matches the plan turns raw machine data into something production managers can actually act on.
This advantage emerges when machine data connects to job data from ERP systems and operator activity on the floor. Every cycle, stoppage, and setup time gets attributed to a specific job, part, and person. Planned production and actual execution are finally measured against each other.
The job costing problem: Most manufacturers still rely on manual time entry and operator estimates for job costing. The problem isn't that operators are dishonest — it's that manual entry is imprecise, often delayed, and subject to rounding and recall errors. Those small distortions compound across every quote and invoice.
Underpriced jobs erode margin; overpriced jobs lose work. Machine monitoring replaces estimates with measured actuals, making costing genuinely accurate.
LeClaire Manufacturing demonstrated this at the setup level: monitoring data helped reduce setup time on one job from 15 minutes to 5 minutes by identifying where time was actually being lost. Mitotec achieved similar results, cutting setup times by 2 hours through OEE analytics. Neither improvement was guesswork — both came from comparing what the data showed against what the schedule expected.
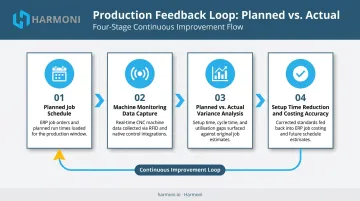
Continuous improvement and scheduling: When managers can compare planned versus actual performance at the job and machine level, they can identify chronic inefficiencies, set realistic targets, and hold production to measurable standards. That feedback loop turns monitoring data into ongoing improvement rather than a one-time audit.
KPIs most directly impacted:
- Job costing accuracy
- On-time delivery rate
- Labor utilization
- Planned vs. actual cycle time variance
- Production throughput per shift
For contract manufacturers and job shops, this advantage is especially direct: quoting accuracy is a competitive differentiator, and manual tracking of actual versus planned time across dozens of concurrent part numbers quickly becomes unworkable without automated data capture.
What Happens Without Machine Monitoring
The operational reality for manufacturers without machine monitoring is predictable: problems surface as output shortfalls at the end of a shift, not as real-time signals. Supervisors are always responding to what already happened, not what's currently happening.
Advanced Machining, a 55-person job shop profiled in Modern Machine Shop, discovered this firsthand — they were buying more equipment while actually needing more efficiency. The equipment capacity existed. What was missing was any way to see how it was actually being used.
The downstream consequences accumulate fast:
- Inconsistent OEE with no clear root cause, because the data to diagnose it doesn't exist
- Rising scrap rates from deviations that went undetected until parts were already made
- Job costing errors that distort every quote and compound across months of invoicing
- Invisible capacity constraints that make production scaling feel like guesswork
Each of those consequences points to the same underlying gap: no objective data. Without visibility into machine utilization and cycle times, it's difficult to tell whether a shortfall came from a machine issue, an operator issue, or a scheduling conflict. The result is misdiagnosed problems, misallocated resources, and the same failures showing up shift after shift.
Getting the Most from Machine Monitoring
Machine monitoring delivers its full value when the data is acted on consistently — not just collected and archived.
Platforms like Harmoni's factory orchestration system extend machine monitoring beyond the machine itself by combining live machine state data with operator activity and ERP job data in a unified view.
That combination matters: raw machine data tells you a machine stopped. Operator and ERP context tells you why — whether it was a setup, a tooling change, a quality hold, or an idle operator waiting on instructions. That distinction is what turns a data point into a decision.
Practical steps for getting ongoing value from monitoring data:
- Connect outputs to decision-makers: machine data should reach supervisors and schedulers in real time, not buried in a weekly report
- Set measurable baselines: utilization targets, cycle time benchmarks, and downtime thresholds give the data something meaningful to be measured against
- Review regularly and act on variances — the feedback loop between measurement and improvement needs a consistent cadence, whether daily, weekly, or per-shift
- Integrate with ERP workflows so machine output matches job records automatically, eliminating manual entry and keeping job costing accurate by default

Manufacturers who treat machine monitoring as an ongoing practice — not a one-time installation — see measurable gains in throughput, cost accuracy, and asset reliability over time.
Conclusion
Machine monitoring replaces assumption-driven production management with data-driven decision-making — giving manufacturers visibility into problems while there's still time to act, not after the shift ends and the damage is done.
The three advantages — real-time utilization visibility, earlier problem detection, and operational context for costing and scheduling — multiply in impact when the data reaches the right people and systems at the right time. A monitoring alert that reaches a supervisor in 10 minutes instead of 45 changes what's possible. Machine data tied to ERP job records changes what a quote is worth. Utilization trends reviewed weekly change how capacity gets planned for next quarter.
But none of that happens from data sitting in a dashboard nobody checks. The shops that see measurable results are the ones who route alerts to supervisors, connect machine data to ERP job records, and build utilization reviews into their planning cycles — not just deploy a monitoring tool and wait.
Frequently Asked Questions
What is asset performance monitoring?
Asset performance monitoring is the practice of continuously tracking how production assets perform during operation — including utilization, output, and condition data — to inform maintenance, scheduling, and operational decisions in real time. It gives operations teams an objective, ongoing record of how each asset is contributing to or limiting production output.
What are the benefits of performance monitoring?
The primary operational benefits include reduced unplanned downtime, higher asset utilization, earlier detection of production deviations, more accurate job costing, and better visibility into shop floor performance across every shift.
How does machine monitoring reduce unplanned downtime?
Machine monitoring detects deviations in machine state, cycle time, or performance in real time, alerting operators and supervisors as issues develop — enabling intervention before a problem escalates into a breakdown or production stoppage. The earlier the signal, the smaller the disruption.
What KPIs does machine monitoring improve?
The most directly impacted KPIs are OEE, machine utilization rate, unplanned downtime frequency, MTBF, MTTR, scrap rate, and job costing accuracy.
What is the difference between machine monitoring and condition monitoring?
Machine monitoring tracks operational data — machine state, cycle times, utilization, part counts — to manage production performance and shop floor execution. Condition monitoring, as defined by ISO 17359, focuses on asset-health signals like vibration, temperature, and lubrication analysis to predict mechanical failure. One manages production output; the other predicts equipment health.
How does machine monitoring integrate with ERP systems?
Machine monitoring platforms connect to ERP systems to match live machine data against planned job schedules, enabling accurate job costing, real-time variance tracking, and automated work order updates — without manual entry.


