
The principles aren't the problem. Most operations leaders understand the Toyota Production System, can name the seven wastes, and have run kaizen events. The failure happens in execution — operators searching for job packets, machines sitting idle between operations, ERP schedules that no longer reflect shop floor reality, and waste accumulating in plain sight until a quality escape or job costing audit reveals it.
Nearly 40% of manufacturers report conflicting data between their IT and OT systems, according to Tech-Clarity's 2024 MES Buyer Guide. That gap — between what the ERP plans and what actually happens on the floor — is where lean breaks down at scale.
Lean manufacturing software doesn't replace lean thinking. It gives those principles an operational backbone: real-time data, automated workflows, and the process controls needed to sustain gains across complex shop floors.
This guide covers what lean efficiency software is, which wastes it targets, the features and benefits that matter, how it works in practice, and what to evaluate when choosing a platform for precision or high-complexity manufacturing.
Key Takeaways
- Lean manufacturing software translates waste elimination and flow principles into real-time, executable shop floor workflows
- Seven wastes are measurable and addressable with purpose-built digital tools — not just visible in retrospect
- Core capabilities to prioritize: real-time OEE monitoring, digital work instructions, ERP/MES integration, and operator-level process control
- Close the gap between ERP plans, operator execution, and actual machine output — in real time
- In precision, aerospace, and CNC environments, a factory orchestration layer — connecting machines, operators, and ERP data — drives the fastest measurable lean results
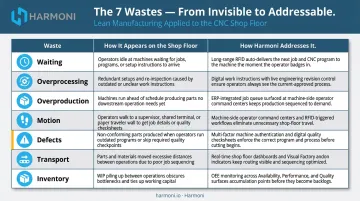
The 7 Wastes Lean Manufacturing Software Targets
Shigeo Shingo's seven wastes — overproduction, waiting, transportation, excess motion, over-processing, defects, and excess inventory — were designed to make inefficiency visible so it could be eliminated. Modern practitioners often add an eighth: unused worker skills and knowledge.
The problem is that without real-time data, these wastes stay invisible until it's too late. Manufacturers discover them during shift reviews, quality escapes, or job costing audits — after the loss is already recorded. Deloitte estimates unplanned downtime alone costs industrial manufacturers $50 billion annually, and poor maintenance practices can reduce productive capacity by 5–20%.
The table below maps each waste to its real-world shop floor expression and the software mechanism that counters it:
| Waste | How It Shows Up | How Software Addresses It |
|---|---|---|
| Overproduction | Running jobs ahead of schedule to stay busy | ERP-connected job queues enforce pull-based scheduling |
| Waiting | Operators searching for instructions, programs, or next assignments | Automated job presentation via RFID detection at workcenters |
| Transportation | Unnecessary part movement between operations | Visual dashboards identify bottleneck routing in real time |
| Excess motion | Operators walking to shared terminals to clock in or access programs | Machine-side command centers deliver everything at the workcenter |
| Over-processing | Manual data re-entry, paper-based sign-offs, redundant steps | Automated data capture eliminates non-value-added administrative tasks |
| Defects | Wrong programs loaded, incorrect setups proceeding unchecked | Automated program loading and digital work instruction enforcement |
| Excess inventory | Overbuilding driven by ERP-schedule disconnects | Real-time job status feeds accurate production data back to planning |
The eighth waste, unused skills, follows the same logic: when operators spend less time on administrative tasks, that recovered attention goes toward the work only a skilled machinist can do. Shops that instrument this shift typically see the productivity gains show up directly in throughput and job costing accuracy.
Key Features of Lean Manufacturing Efficiency Software
Real-Time Production Monitoring and OEE Visibility
Effective lean software continuously captures machine status, cycle times, downtime events, and output rates — calculating OEE (Availability × Performance × Quality) automatically so supervisors can spot deviations as they happen.
According to OEE benchmarks from LeanProduction.com, 85% OEE is world-class for discrete manufacturers, 60% is fairly typical, and 40% is common for facilities just beginning to track performance. Most shops don't know where they stand because they're relying on manual data entry — which introduces its own errors — rather than direct machine controller feeds.
Platforms like Harmoni collect machine data directly from CNC controllers (Fanuc, Haas, Mazak, Siemens, Heidenhain, DMG MORI, Makino, Fadal) without requiring manual operator input. High-intensity visual factory indicator lights communicate real-time OEE conditions at each workcenter, while dashboard alerts notify managers of performance deviations from any device — without requiring a floor walk.
Workflow Automation and Digital Work Instructions
Paper-based job packets create inconsistency. Instructions get lost, ignored, or used from the wrong revision. Digital work instructions replace that variability with standardized, step-by-step workflows delivered at the machine — automatically, based on the active job.
For complex assembly and machining operations, the impact is measurable. A 2024 study published in Computers in Industry found AR-guided digital instructions reduced industrial experts' task completion time from 839 seconds to 583 seconds, and cut average errors from 2.50 to 1.38 per task. The gains are strongest in complex, variant-heavy environments — exactly the environment precision and aerospace manufacturers operate in.
Beyond instructions, automation eliminates non-productive tasks throughout the shift:
- RFID-based auto-login removes the walk to a shared terminal — operators clock in by approaching their machine
- Automatic CNC program loading delivers the correct program, offsets, and tool data based on the detected job, eliminating wrong-program scrap
- Automated ERP transactions push labor and machine data to the ERP without manual re-entry
ERP and MES Integration
Lean efficiency software only works if it's connected to the systems that hold the production plan. Without bi-directional ERP integration, shop floor execution and planning operate on different timelines — and that gap is where overproduction, missed priorities, and inaccurate job costing live.
Leading platforms integrate natively with major ERP systems — Epicor, Infor, Infor Visual, ECI JobBoss/JobBoss2, ABAS, and ODOO — pushing actual labor time, machine data, and job status back to the ERP automatically. Epicor customers running Harmoni report it works seamlessly out of the box, with no manual synchronization required.
Integration quality matters more than integration presence. When evaluating vendors, ask whether the platform reconciles ERP schedules, machine status, operator activity, and quality records in real time — or whether it batch-syncs on a delay.
Visual Management Dashboards and Labor Visibility
Lean software should give managers a single view that combines machine performance, job progress, and operator activity — without requiring them to leave their desk or piece together data from multiple systems.
When a machine's OEE drops or a cycle time deviation is detected, the system should surface that information immediately via condition-based alerts — not wait for a supervisor to notice during a floor walk.
Labor visibility adds a critical dimension that machine data alone can't provide. RFID-based operator detection captures job association the moment an operator approaches a workcenter — no manual check-in required. That automatic data collection drives three practical outcomes:
- Accurate job costing — actual labor time tied to specific jobs, not estimated
- Accountability — documented records of who completed which steps, and when
- Training visibility — time losses from non-productive activity surface without adding reporting burden to the operator
Core Benefits of Implementing Lean Operations Software
Waste Reduction and Measurable Cost Savings
Digital lean tools convert abstract inefficiency into trackable metrics: average wait time per job, defect rate per operation, percentage of operator time spent on non-value-added tasks. APQC benchmarks across 4,230 companies put median scrap and rework at 5.0% of COGS — a significant target for any quality or operations team.
When waste becomes measurable, improvement efforts can be prioritized and quantified. Manufacturers can identify which operations drive the most scrap, which workcenters have the highest idle time, and where operator time disappears into administrative tasks.
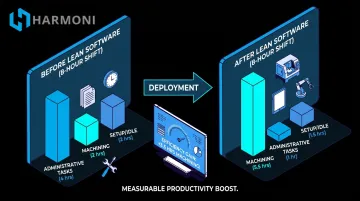
One Harmoni customer, as reported in Modern Machine Shop, recovered 50 minutes per operator per shift after deploying the platform — time previously lost to manual administrative tasks and program setup.
Improved Quality and Reduced Scrap
Process control features — digital work instructions, mandatory checkpoints, automated program verification — prevent defects from being built in rather than caught after the fact.
ASQ's Cost of Poor Quality framework distinguishes between internal failures (found before delivery) and external failures (found after). Catching a defect at the operation level costs a fraction of what it costs to discover at final inspection or, worse, at the customer.
For high-value precision and aerospace components, this distinction compounds quickly:
- Preventing one scrap part on a complex component delivers more value than reworking three
- Automated program loading eliminates one of the most common causes of wrong-revision scrap in CNC environments
- Digital work instructions enforce the correct revision at the machine, not after the fact
Real-Time Visibility and Faster Decision-Making
In most shops, supervisors learn what happened during the previous shift from a report written after the fact. By then, the problem has already consumed capacity, materials, or both.
When managers can see machine utilization, job progress, operator status, and quality holds across every workcenter in real time, they can intervene while a problem is developing. Harmoni surfaces this through shop floor dashboards accessible from any device, plus exception-based alerts that notify managers of deviations without requiring constant monitoring.
Accurate Job Costing Through Automatic Data Capture
When lean software automatically captures labor time, machine time, and job-level events at the point of production, manufacturers gain actual cost data — not standard hours, not estimates. The difference matters for quoting, margin analysis, and identifying underperforming jobs before they become patterns.
As Adams Brown notes in their job costing guidance, outdated estimates and hidden costs erode margins — and accurate job costing starts with real data. Harmoni feeds actual labor and machine time directly to the ERP, eliminating the gap between what a job was estimated to cost and what it actually consumed.
How Lean Efficiency Software Works on the Shop Floor
The Information Gap Lean Software Closes
Three layers exist in every manufacturing operation: the ERP holds the plan, the operator executes the job, and the machine produces the part. In most facilities, these layers don't communicate in real time. Supervisors piece together what happened after the shift ends. Problems that were detectable at 9 AM get discovered at 4 PM.
Lean efficiency software closes that gap. It coordinates instructions, machine data, and operator activity in a unified workflow — replacing paper, manual data entry, and after-the-fact reconstruction with real-time execution.
Factory Orchestration in Practice
Factory orchestration is a category of industrial software that sits between ERP systems, MES platforms, machines, and operators to improve real-time execution. Unlike standalone machine monitoring dashboards or MES modules, a factory orchestration platform coordinates people, machines, systems, and engineering requirements simultaneously.
Harmoni pioneered this category, operating across three core functional pillars:
- Automation: Removes repetitive manual tasks from the operator's path — RFID auto-login, automatic program loading, and automated ERP transactions
- Process control: Keeps operators on the correct procedures in the correct sequence using digital work instructions, revision-controlled programs, and quality checksheets
- Observability: Gives managers a live view of what's happening, where problems are developing, and how actual performance tracks against plan
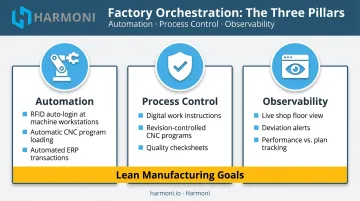
These pillars map directly to lean goals: eliminating waste, building quality in, and enabling continuous improvement.
A Production Shift, Step by Step
Here's how a lean software platform operates during a typical shift in a CNC environment:
- Job release: A work order is released in the ERP and queued for the appropriate workcenter
- Operator detection: The operator approaches the workcenter; RFID automatically identifies them and associates them with the active job
- Work instruction delivery: The correct digital work instructions, setup requirements, and program data are presented at the machine-side terminal
- Automated program loading: The correct CNC program, offsets, and tool data are loaded automatically — no USB drives, no manual selection
- Cycle monitoring: The machine begins running; cycle time, spindle utilization, and machine state are captured continuously
- Deviation detection: A cycle time deviation or quality trend triggers a condition-based alert; the supervisor is notified immediately from any device
- Resolution and logging: The supervisor addresses the issue; the event is logged automatically with timestamps, operator ID, and machine data — no manual report required
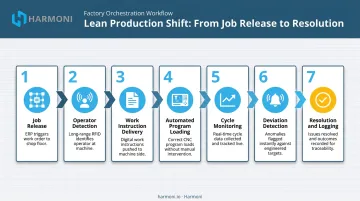
Every step generates a data record. By the time the shift ends, supervisors have a complete, timestamped picture of what ran, what deviated, and what was resolved — without a single manual entry.
What to Look for When Choosing Lean Manufacturing Software
Execution Software vs. Management Software
There's an important distinction between lean management software (CI culture tools, Kaizen project tracking, idea boards) and lean execution software (real-time shop floor coordination, process control, production monitoring).
Most mid-to-large manufacturers need both. But execution software delivers the fastest, most measurable operational impact — and it's where precision, aerospace, CNC machining, and defense manufacturers should focus first. Culture tools don't prevent wrong programs from loading — process control software does.
Primary Evaluation Criteria
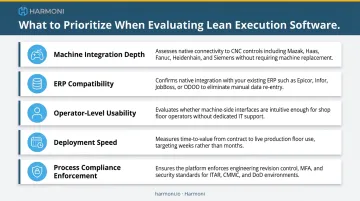
When evaluating platforms for complex manufacturing environments, prioritize these factors:
- Machine integration depth — Does it connect directly with your CNC controllers (Fanuc, Haas, Mazak, Siemens, Heidenhain) without requiring manual data entry or middleware?
- ERP compatibility — Is the integration pre-built and bidirectional for your specific ERP (Epicor, JobBoss, Infor, ABAS, ODOO)?
- Operator-level usability: Does it function as a daily tool that guides frontline workers, or only as a management dashboard?
- Deployment speed — Weeks vs. months matters when ROI is time-sensitive. Faster deployment typically reflects better configurability and pre-built integrations
- Process compliance enforcement — Can it prevent operators from proceeding with incorrect setups, not just record that they did?
Vendor Evaluation Checklist
Once you've narrowed your criteria, validate each shortlisted platform with these direct questions:
- Does it integrate with our ERP out of the box, and does data flow in both directions in real time?
- Which CNC controllers does it natively connect to — and can it handle our older machines without hardware replacement?
- Does it automate operator task assignment and job sequencing, or require manual queue management?
- Can managers see real-time production status without leaving their desk?
- Does it capture actual labor and machine time for accurate job costing — not just log-ins and log-outs?
- What does the implementation process look like, and what's a realistic go-live timeline?
Frequently Asked Questions
What is lean manufacturing software?
Lean manufacturing software is a category of digital tools designed to implement lean principles — waste elimination, flow, and continuous improvement — directly on the shop floor. It differs from ERP or general project management systems by focusing on real-time execution, not planning or reporting.
How does lean manufacturing software differ from an ERP or MES system?
ERP systems manage planning, scheduling, and accounting. MES systems track production execution at a process level. Lean software — especially factory orchestration platforms — bridges both by coordinating real-time operator activity, machine data, and ERP workflows to improve how plans are actually carried out.
What are the 7 wastes in lean manufacturing that software can help eliminate?
The seven wastes are overproduction, waiting, transportation, excess motion, over-processing, defects, and excess inventory. Software addresses them through real-time monitoring, automated workflows, and process controls that make waste visible and preventable before the shift ends, not after.
How long does it typically take to implement lean manufacturing efficiency software?
Timelines vary by platform. Modern factory orchestration platforms like Harmoni deploy in weeks, not months. Pre-built ERP integrations and native CNC controller connectivity make that speed possible. Fully customized MES implementations can run several months. Faster deployment generally reflects better out-of-the-box configurability.
Can lean manufacturing software integrate with existing ERP and machine control systems?
Integration capability is a baseline requirement for any serious platform. Leading platforms connect with major ERP systems (Epicor, JobBoss, Infor, ABAS, ODOO) and CNC controllers (Fanuc, Haas, Mazak, Siemens, Heidenhain). Integration quality — whether data flows bidirectionally in real time — matters more than whether a connector exists.
What is factory orchestration and how does it support lean manufacturing?
Factory orchestration is a category of industrial software that sits between ERP systems, machines, and operators to coordinate real-time execution. Harmoni pioneered this category. The platform operates across three pillars: automation, process control, and observability — each mapping directly to lean goals of eliminating waste, building quality in, and enabling continuous improvement.


