
Connected manufacturing gets discussed constantly, but rarely in terms of what actually changes day to day for plant managers and operators. This article covers the real, measurable advantages it delivers in practice — not a technology overview, but an operational one.
Key Takeaways
- Connected manufacturing gives manufacturers live visibility into machines, operators, and jobs — not end-of-shift summaries
- Eliminating manual data capture and administrative tasks converts wasted labor time into productive output
- Quality improvements come from closing process gaps, not relying on operator memory or paper checklists
- Disconnected operations create compounding costs in scrap, rework, and inaccurate job costing that are difficult to diagnose
- Sustained gains depend on consistent execution — connected systems make that consistency measurable and repeatable
What Is Connected Manufacturing?
Connected manufacturing is an operational strategy that links machines, operators, systems, and data in real time — so manufacturers can see, control, and improve what is happening on the shop floor as it happens, not hours or days after the fact.
It applies wherever execution consistency and traceability directly affect output quality and cost: CNC machining, precision manufacturing, aerospace, defense, automotive, and healthcare manufacturing environments.
Connected manufacturing is not a technology purchase — it is an operational approach. Sensors, ERP integrations, RFID, and dashboards are the means. The outcome is reduced friction, better execution, and the leadership visibility that enables faster decisions on the floor.
That gap between approach and execution is larger than most shops realize. According to the Manufacturing Leadership Council, 70% of manufacturers still collect data manually, even as data volumes continue growing. Connected manufacturing replaces that manual layer with live, automated data capture — and that single shift changes what is possible across every function in the operation.
Key Advantages of Connected Manufacturing
The advantages below are grounded in operational impact. Each one ties back to outcomes manufacturers already track: labor efficiency, scrap rate, cost accuracy, machine utilization, and production consistency.
Advantage 1: Real-Time Visibility into Shop Floor Operations
Connected manufacturing gives plant managers and operators a live view across every workcenter — machine status, job progress, operator activity, and ERP-linked production data — rather than relying on end-of-shift reports or manual check-ins.
In practice, sensors, machine integrations, and operator activity data feed into unified dashboards that surface problems as they occur. Platforms like Harmoni bring machine data, ERP workflows, and operator context into one real-time view, eliminating the information silos that make shop floor management reactive by default.
Why this matters: Decisions made on real-time data prevent small deviations from becoming scrap events, missed deadlines, or missed delivery commitments. Late-stage problem detection is one of the primary drivers of rework and waste in precision manufacturing. A manager who can see what is happening right now can respond before the problem propagates — not after it has already hit output.
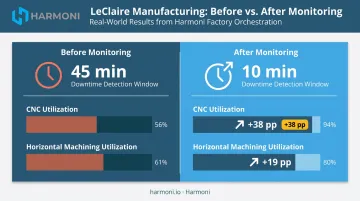
The difference in response time is not trivial. LeClaire Manufacturing, a precision CNC and aluminum casting shop, tightened its downtime notification window from 45 minutes down to 10 minutes after implementing machine monitoring. That same initiative increased vertical CNC utilization by 38 percentage points and horizontal machining utilization by 19 points over two years — a result of catching and addressing idle time that previously went undetected.
KPIs impacted:
- Machine utilization rate
- OEE (Availability, Performance, Quality)
- Production schedule adherence
- Rework rate
- Time-to-detect for process deviations
When this advantage matters most:
- High-mix, low-volume environments where each job has unique setup requirements
- Operations running multiple shifts across many workcenters
- Any facility where leadership currently depends on operator-reported status updates
Advantage 2: Elimination of Wasted Operator Time and Manual Steps
A significant portion of labor cost in manufacturing does not go toward actual production. It goes toward operators searching for job packets, manually logging start and stop times, re-reading paper-based work instructions, waiting for approvals, or reconciling production data at shift end.
Connected manufacturing addresses this by automating task routing, delivery of work instructions, job check-ins, and data capture. Operators focus on execution instead of administration. Technologies like RFID-based job detection and centralized workcenter command stations eliminate the manual handoffs that create delay and inconsistency.
The Harmoni platform, for example, uses long-range RFID to automatically detect which operator is at which machine and which job is active — then immediately surfaces the correct work instructions, setup sheets, CNC programs, and quality checksheets on screen. No manual lookup, no paper retrieval, no wrong-revision risk.
The business case: Every minute an operator spends on non-productive tasks is a minute not spent producing. With durable manufacturing compensation costs rising and Deloitte projecting roughly 1.9 million U.S. manufacturing roles potentially unfilled by 2033, eliminating wasted time per shift has become a direct labor capacity decision.
Eliminating even modest administrative overhead per operator per shift compounds into significant monthly cost savings. WessDel, an aerospace and defense machine shop, documented that operators were spending 11 minutes per ERP transaction using shared terminals. After deploying Harmoni's RFID-based job tracking, that overhead dropped to seconds — unlocking 17 productive hours per employee per month and delivering a 5x return on ongoing platform costs.

KPIs impacted:
- Operator utilization rate
- Labor cost per part
- Production throughput
- Job setup time
- Cycle time consistency
Best fit for:
- Shops where operators handle multiple jobs per shift with frequent changeovers
- Facilities where setup documentation is still paper-based
- Operations scaling headcount faster than they can train new hires to self-manage complex workflows
Advantage 3: Improved Product Quality and Reduced Production Errors
Connected manufacturing reduces the conditions that produce defects: unclear or missing work instructions, skipped process steps, operator variation between shifts, and delayed detection of non-conformances.
The mechanism is specific. By delivering the right instructions to the right operator at the right workcenter — and capturing process data in real time — connected manufacturing creates an enforceable quality layer that does not depend on individual memory or paper checklists.
Harmoni's digital quality checksheets, for instance, are triggered automatically when a job is detected at the workcenter. Checksheets are linked to the exact part revision and operation, so operators cannot accidentally use an outdated form. Measurements can be entered via Bluetooth-connected gauges, removing manual transcription errors entirely.
Real-time SPC-style trend charts show when a dimension is drifting toward tolerance limits — before a scrap event, not after.
Why this matters: Production errors are rarely caused by careless operators. They are caused by process gaps — missing information, inconsistent setup, or late detection of machine drift. Connected manufacturing closes these gaps systematically rather than relying on discipline and experience alone.
The scale of the hidden cost is substantial. Research cited by Quality Magazine found that only 23% of manufacturers actively track their total cost of quality — meaning the majority are absorbing scrap, rework, and warranty costs without fully measuring them.

Scrap and rework also inflate job cost unpredictably, making accurate quoting and delivery commitments unreliable, which erodes both margins and customer relationships.
For manufacturers in regulated industries, those same quality gaps carry legal and contractual weight. The FDA's Quality Management System Regulation (QMSR), effective February 2026, incorporates ISO 13485:2016 requirements — meaning medical device manufacturers must maintain documented evidence that products consistently meet specifications. Paper-based quality systems create real compliance exposure; digital, real-time checksheet workflows close it.
KPIs impacted:
- First-pass yield rate
- Scrap rate
- Rework cost
- Defect rate per job
- Job costing accuracy
When this advantage matters most:
- Aerospace, defense, and healthcare manufacturing environments where quality deviations carry regulatory and contractual consequences
- High-mix shops where each job requires unique setup verification and documentation
What Happens When Connected Manufacturing Is Missing
In disconnected manufacturing, production status is only known after the fact. Problems surface at final inspection rather than at the point of creation. Managers spend their day reacting to issues rather than directing operations.
The compounding consequences over time are predictable:
- Output quality becomes inconsistent and difficult to diagnose — without a continuous data trail, root cause stays hidden
- Job costing grows unreliable as manual data capture errors compound, eroding margins on complex and high-mix work
- Reactive firefighting crowds out improvement work, making it progressively harder to scale operations
These operational gaps carry a direct competitive cost. 92% of respondents in Deloitte's 2025 Smart Manufacturing survey believe smart manufacturing will be the primary driver of competitiveness over the next three years, and 78% of surveyed leaders already allocate more than 20% of their improvement budgets to these initiatives. Competitors investing in connected operations are compounding those gains every quarter — and the distance between them and disconnected shops grows accordingly.

How to Get the Most Value from Connected Manufacturing
Connected manufacturing delivers compounding returns when applied consistently across all workcenters. A pilot in one area while the rest of the shop stays disconnected creates data gaps — and those gaps undermine the whole operation. The goal is a unified environment where machines, operators, and ERP transactions all feed the same operational picture.
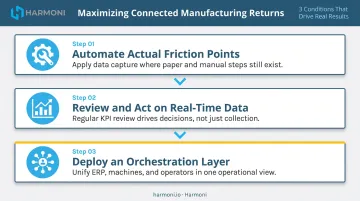
Three conditions determine whether that happens:
Automation and data capture applied to actual friction points — not just the easiest machines to connect or the most visible bottlenecks. If paper-based work instructions still exist in one area of the shop, that area produces inconsistency that undermines everything else.
Real-time data reviewed and acted upon — not just collected. Dashboards that nobody looks at do not improve anything. Reviewing KPIs regularly and adjusting based on what the data shows is what distinguishes connected manufacturers from those who simply purchased connected technology.
An orchestration layer that connects ERP systems, machines, and operators — so no part of the workflow falls outside the connected environment. Harmoni's factory orchestration platform sits between ERP systems, MES systems, machines, and operators — bringing all three layers into a single operational view rather than leaving them as disconnected data sources.
Shops that sustain these conditions — consistent data capture, regular KPI review, and an orchestration layer that spans the whole floor — tend to keep improving. Those that treat implementation as a one-time event typically see returns plateau once initial gains are captured.
Conclusion
The advantages of connected manufacturing — real-time visibility, eliminated waste, and consistent quality — are structural changes in how a manufacturing operation functions, not incremental improvements layered on top of an unchanged process.
Their value compounds the more consistently they are applied. Manufacturers who treat connected manufacturing as an ongoing operational discipline see progressively stronger returns — building accountability, control, and clarity into daily operations over time. Those who implement it once and move on typically see initial gains erode as manual habits return.
That discipline starts with having the right infrastructure in place. If you're evaluating how to build it into your operation, Harmoni's factory orchestration platform is built specifically for that kind of sustained, shop-floor-level execution.
Frequently Asked Questions
What are the advantages of smart manufacturing?
Smart manufacturing improves efficiency, product quality, and cost control by giving manufacturers real-time visibility into machines, operators, and production workflows. Problems get caught and corrected as they happen — reducing rework, scrap, and unplanned downtime.
What are the six pillars of smart manufacturing?
Commonly cited pillars include connectivity, data transparency, interoperability, real-time capability, modularity, and technical assistance — though different frameworks group them slightly differently. All center on integrating systems, surfacing data, and automating decision support across the shop floor.
What is the difference between connected manufacturing and traditional manufacturing?
Traditional manufacturing relies on siloed systems, manual data collection, and after-the-fact reporting. Connected manufacturing integrates machines, operators, and business systems so decisions can be made in real time based on accurate, live production data — rather than reconstructed after a shift ends.
How does connected manufacturing reduce production costs?
Cost reductions come from multiple sources: less wasted operator time, fewer scrap and rework events, lower unplanned downtime through earlier problem detection, and more accurate job costing that prevents margin erosion on complex or high-mix jobs.
What technologies enable connected manufacturing?
Key enablers include IIoT sensors, ERP and MES integrations, real-time dashboards, RFID for operator and job identification, CNC machine data collection, and orchestration platforms that unify all of these systems into a single operational view.
How long does it take to see results from connected manufacturing?
Initial improvements in visibility and operator efficiency can appear within weeks — WessDel saw measurable results in the first week. Deeper gains in job costing accuracy and quality typically build over several months as data accumulates and processes are refined.


