](https://file-host.link/website/harmoni-14p9xz/assets/refined-images/1783939113782000_82bca38f37d34ce18a7291af8dec5fea/360.webp)
Introduction
Precision manufacturers lose money to waste they can't see. Overproduction built on forecasts instead of demand. Jobs sitting idle at a bottlenecked workcenter while operators search for setup instructions. Quality escapes caught at final inspection rather than at the source.
These aren't edge cases — they're the default operating reality in CNC machining shops, aerospace manufacturers, and high-mix job shops that haven't yet applied a proven system to their operations.
Lean manufacturing was designed to solve exactly this. Most shop floor teams already understand the philosophy. The gap is execution — and that's where implementations consistently break down.
This article walks through the five steps for implementing lean manufacturing — what each step actually requires on the shop floor, where teams typically stall, and what it takes to make the changes stick.
Key Takeaways
- Lean manufacturing eliminates waste by maximizing customer-defined value across every production step
- The five implementation steps build on each other — sequence matters, and skipping ahead stalls the entire system
- Each step requires measurable outcomes before moving to the next
- Real-time visibility is not optional — without shop floor data, lean improvements stall and backslide
- Most lean implementations fail because they're treated as a project, not an organizational commitment
What Is Lean Manufacturing?
Lean manufacturing is a production methodology — pioneered by Toyota's Production System (TPS) — focused on maximizing customer value while eliminating any activity that consumes resources without adding it.
The 8 Wastes
The Lean Enterprise Institute confirms that Taiichi Ohno originally identified 7 wastes, with an eighth added later. Remembered as DOWNTIME:
- D — Defects
- O — Overproduction
- W — Waiting
- N — Non-utilized talent
- T — Transportation (unnecessary)
- I — Inventory (excess)
- M — Motion (unnecessary)
- E — Excess processing
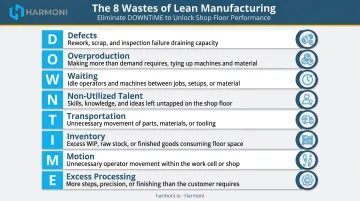
In precision manufacturing, defects and waiting carry disproportionate costs. A defect caught at final inspection means hours of machining time, setup labor, and raw material gone. Waiting at a bottlenecked workcenter compounds across every job queued behind it.
Lean vs. Six Sigma
These two methodologies are related but distinct. According to ASQ, lean targets waste elimination and flow, while Six Sigma targets process variation using statistical methods — with a goal of 3.4 defects per million opportunities. Many manufacturers combine both under Lean Six Sigma to address waste and variation in tandem. For the purposes of this article, we focus on the five-step lean implementation framework.
Why Lean Matters in Precision and Complex Manufacturing
The pressures precision manufacturers face make waste uniquely expensive:
- Tight tolerances mean defects aren't reworkable — they're scrap
- High-mix/low-volume production creates constant changeover demands and job routing complexity
- Skilled labor constraints mean every minute an operator spends searching for information is a minute not machining
- Multi-step job routing compounds delays whenever a single step falls behind
NIST's MEP National Network has delivered over 80,000 lean manufacturing projects and helped manufacturers save more than $18.8 billion — a figure that reflects how much recoverable value sits inside inefficient production systems.
That recoverable value is hiding in specific, repeatable failure patterns. Without lean, the typical picture looks like this:
- Jobs scheduled to forecast rather than demand, generating excess WIP
- Operators unclear on job priority, making decisions by habit instead of job priority
- Inspection bottlenecks discovered only after multiple jobs have queued up behind them
- Quality escapes found late, after machining hours have already been invested
The five steps below give you a structured way to surface these patterns — and eliminate them before they compound.
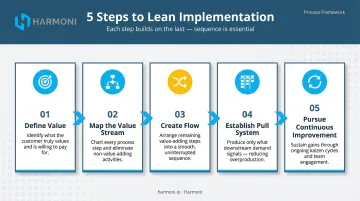
The 5 Steps for Implementing Lean Manufacturing
Womack and Jones proposed this five-step lean implementation framework in 1996, and it remains the definitive sequence for lean transformation. The steps are deliberate — each one builds on the previous. Jumping to pull systems before you've mapped your value stream creates confusion rather than improvement.
Before starting Step 1, two prerequisites must be in place: leadership commitment and cross-functional participation. Lean cannot be mandated from above and executed by workers who weren't involved in designing it. Cultural readiness isn't an afterthought.
Step 1: Define Value from the Customer's Perspective
Value in lean is strictly what the customer is willing to pay for — not what engineers find interesting, not what operators are accustomed to producing, and not what's convenient for internal scheduling.
In precision manufacturing, this translates to three concrete dimensions:
- Delivery: On-time, to the customer's schedule — not yours
- Quality: Parts that meet specification the first time, every time
- Cost: Produced at a price point the customer considers fair for the specification
Facilitate conversations with key customers and internal stakeholders — sales, engineering, operations — to produce a written definition of value for each product or product family. This document becomes the filter against which every downstream process is evaluated.
If a step in production doesn't contribute to delivery, quality, or cost as the customer defines them, it's a candidate for elimination.
Skipping this step is how teams end up optimizing processes the customer doesn't care about.
Step 2: Map the Value Stream
Value stream mapping (VSM) is the process of visually documenting every step a product moves through — from raw material to shipped part — including both value-adding and non-value-adding activities. For CNC and precision environments, that means capturing setup time, queue time, inspection holds, machine run time, and rework loops.
Two maps are required:
| Map | Purpose |
|---|---|
| Current State Map | Documents what is actually happening today — not what the process is supposed to look like |
| Future State Map | Designs the target process you're building toward |
Both are needed. The current state reveals waste; the future state gives you a target to execute against.
VSM consistently surfaces surprises. Jobs waiting longer than they're being worked. Duplicate data entry between ERP and the shop floor system. Inspection bottlenecks holding four jobs at once. Without this visibility, you're guessing at where your time goes.
NIST's 2025 research on automating VSM with digital twin integration demonstrates how real-time production data makes value stream visualization more accurate and actionable — more accurate than manual mapping exercises done once a year.
Step 3: Create Continuous Flow
Flow means work moves from step to step without interruption, waiting, or batching. In practice, achieving it requires physical and operational changes:
- Reorganizing work cells to minimize material travel
- Cross-training operators to eliminate single-point-of-failure handoffs
- Balancing workstation cycle times so no single step consistently outpaces the next
- Eliminating delays between operations
Common flow barriers in precision manufacturing:
- Changeovers that take too long — addressed through SMED (Single-Minute Exchange of Die), which converts internal setup steps (done while the machine is stopped) to external ones (done while the machine runs)
- Jobs waiting for setup instructions or drawings — operators lose productive time when the right information isn't available at the workcenter
- Unclear job priorities — when operators decide sequence based on habit or proximity rather than demand priority, flow breaks down

Addressing these barriers requires both process redesign and real-time information at the machine level. Platforms like Harmoni close this gap by delivering digital work instructions, automated CNC program loading, and RFID-based job identification at the workcenter — so operators have the right information before they need to ask for it.
Step 4: Establish a Pull System
A pull system means production is triggered by actual customer demand — rather than forecasts, internal production targets, or a scheduler's best guess at what might be needed next week.
Pull vs. Push:
| System | Production Trigger | Common Outcome |
|---|---|---|
| Push (MRP-driven) | Forecast-based schedules | Excess WIP, schedule conflicts, rushed jobs |
| Pull | Downstream demand signal | Right work, right time, reduced overproduction |
In push environments, schedules are set in advance and jobs get released whether the downstream operation is ready or not. The result is predictable: WIP piles up in front of bottlenecks, priorities shift constantly, and floor supervisors spend their day firefighting rather than managing flow.
Shifting to pull requires demand visibility and flexible scheduling. Kanban signals are the most common mechanism — a downstream operation signals readiness before upstream work begins, preventing overproduction and keeping WIP inventory controlled. The prerequisite is having completed Step 2 (value stream mapping), which tells you where to place pull triggers in the first place.
Step 5: Pursue Continuous Improvement (Kaizen)
Lean isn't a destination. Once flow and pull are established, the fifth step is an ongoing commitment to finding new waste and improving further. This happens through:
- Structured Kaizen events — time-boxed improvement workshops targeting a specific process
- Operator feedback loops — the people running the machines see problems first; capture that knowledge
- Regular KPI review — cycle time, OEE, first-pass yield, and lead time tracked consistently over time
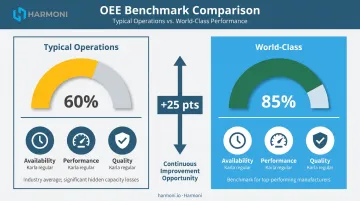
OEE context: Industry benchmarks cite 85% OEE as world-class for discrete manufacturers, with 60% OEE typical for most operations. The gap between those two numbers is where continuous improvement lives.
Teams can only improve what they can see and measure. This is where technology becomes essential to sustaining lean gains rather than watching them erode. Platforms like Harmoni — which combine real-time machine data, operator activity, and ERP workflows into a unified shop floor view — give teams the operational context to identify problems while they're happening, not after the shift ends and the data is already stale.
Kaizen culture must exist at every level: operators identifying micro-improvements daily, supervisors reviewing KPIs weekly, and leadership committing resources to act on findings. Without that structure, lean improvements erode within months — often back below where the program started.
Common Lean Implementation Mistakes to Avoid
Most lean programs fail not because the methodology is wrong, but because of how it gets applied.
The three most common failure patterns:
Treating lean as a one-time project — Teams complete a VSM workshop, declare themselves lean, and move on. Without a measurement system, accountability structure, and continuous improvement rhythm, gains disappear within a year. Lean requires ongoing operating discipline, not a calendar event.
Installing tools without changing behavior — Kanban boards, 5S systems, and visual management displays only work if the behaviors around them change. Operators who still receive job information verbally and escalate problems informally will ignore lean tools — not because they're resistant, but because those tools aren't connected to how work actually flows.
Execution consistency at the workcenter level determines whether lean sticks. Without it, even well-designed systems revert to the old patterns within months.
Skipping leadership buy-in and frontline training — Research by Pearce et al. (2018) puts failure rates for improvement programs at 60–90%, with organizational resistance as the primary driver. Shop floor workers who identify waste daily need to be part of designing solutions — not recipients of a policy handed down from management.
Frequently Asked Questions
What are the 5 steps of lean manufacturing?
The five steps are: Define Value, Map the Value Stream, Create Flow, Establish a Pull System, and Pursue Continuous Improvement (Kaizen). They follow a deliberate sequence rooted in Womack and Jones's 1996 framework and Toyota's Production System, where each step is a prerequisite for the next.
What are the 7 key elements of lean manufacturing?
The seven commonly cited elements are: value definition, value stream mapping, flow, pull, perfection/kaizen, visual management, and respect for people. Different frameworks group these slightly differently, but all trace back to Toyota's Production System origins.
What are the 5 C's of lean?
The 5 C's — Clear out, Configure, Clean and check, Conformity, Custom and practice — are part of the 5S workplace organization methodology, a lean tool for structuring the physical work environment rather than a substitute for the five core lean principles.
How long does lean manufacturing take to implement?
Initial value stream mapping and targeted flow improvements can show measurable results in weeks. Embedding a genuine lean culture, where Kaizen becomes daily practice rather than an annual event, typically takes one to three years of consistent effort and leadership commitment.
What are the biggest obstacles to implementing lean manufacturing?
The top obstacles are: lack of leadership commitment, employee resistance to change, insufficient operator training, absence of real-time performance data, and treating lean as a project with a defined end date rather than an ongoing operational discipline.
What is the difference between lean and Six Sigma?
Lean focuses on eliminating waste and improving flow; Six Sigma focuses on reducing process variation and defects using statistical methods. Many manufacturers combine both under Lean Six Sigma to address waste and variation simultaneously, achieving faster throughput with fewer defects.


