Introduction
Production lines span multiple shifts, noisy environments, and disconnected systems. Frontline operators often start their shift without knowing what changed overnight, what quality flags were raised, or whether a machine they're about to run has a pending issue. That gap — between what's happening on the floor and what operators actually know — is where downtime, scrap, and safety incidents are born.
Most manufacturers have some communication tools in place. The problem is that having tools and having a system are different things. Effective manufacturing communication requires deliberate design: the right channels for your physical environment, documented protocols every shift follows, and integrations that give operators real-time production context. Miss any one of those, and the rest underperforms.
This guide covers how to build that system — from defining objectives to measuring results — and what separates setups that hold up under real production conditions from those that don't.
Key Takeaways
- Define specific communication failure points first — tool selection follows, not the reverse
- No single channel covers every plant floor condition — noise, layout, and shift mix all require a deliberate channel strategy
- ERP and machine data integration shifts shop floor communication from reactive to proactive
- Most plants lack a reliable two-way feedback loop: operators need a fast, safe path to escalate issues upward
- What gets measured gets improved: define communication KPIs alongside production KPIs from day one
How to Build an Effective Manufacturing Communication System
Step 1: Define Objectives and Assess the Current State
Before selecting any tool, map what's breaking down. Identify the specific communication failures already costing the plant money — slow maintenance responses, missed quality alerts, material shortages that caught operators by surprise.
Start with a current-state map:
- Who communicates with whom, and how, across each shift
- Where information gets delayed or siloed between maintenance, production, quality, and logistics
- Which handoffs between operators, supervisors, and managers consistently lose context
That map will surface gaps you can measure. Define outcomes before selecting tools:
- Reduce shift handoff errors by X%
- Decrease time-to-response for maintenance calls to under Y minutes
- Improve quality alert speed from detection to action
The ABB 2023 survey of 3,215 maintenance decision-makers found that unplanned outages cost a typical industrial business around $125,000 per hour — with more than two-thirds experiencing outages at least monthly. Slow or absent communication is rarely the sole cause, but it reliably makes recovery slower. Quantifying your own response-time gaps anchors the business case for what comes next.
Step 2: Select the Right Communication Channels for Your Environment
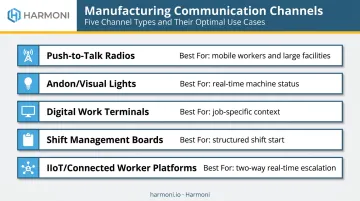
No single channel works across all plant floor conditions. High-noise environments, large facility footprints, multilingual workforces, and workers who can't leave their stations each require different solutions.
Common channel types and their fit:
| Channel | Best For |
|---|---|
| Push-to-talk radios | Mobile workers, large facilities, remote areas |
| Andon / visual indicator lights | Real-time machine status visible at a distance |
| Digital work instruction terminals | Delivering job-specific context at the workcenter |
| Shift management boards | Structured team communication at shift start |
| IIoT / connected worker platforms | Two-way, real-time operator-to-supervisor escalation |
CDC/NIOSH data shows that 38% of manufacturing workers are exposed to hazardous noise levels, with OSHA defining the threshold at 85 dBA as an 8-hour time-weighted average. Any audio-dependent channel in those environments needs active noise cancellation and hands-free capability — or it will be abandoned.
Connected worker platforms change the dynamic by enabling two-way communication at the machine. Harmoni's factory orchestration platform, for example, includes built-in camera, microphone, and video calling so operators can reach engineering, maintenance, or quality teams without leaving their station. Supervisors can call individual work cells directly from their desks. Issues get flagged in real time, not discovered at the next shift meeting.
For terminal placement, vendors like Ease.io note that tools positioned within the operator's natural line of sight and easy reach — sometimes called the "golden zone" — see higher actual usage than devices mounted outside that area. The principle matters even if the exact specifications vary: tools placed where operators naturally look and reach get used; tools placed inconveniently get ignored.
Step 3: Establish Communication Protocols and Document Them as SOPs
Tools without protocols produce noise, not communication. Define the flows:
- Who communicates with whom, in what sequence
- Who is accountable for decisions at each escalation level (operator → line supervisor → maintenance, not operator → maintenance directly)
- What information must be communicated at each event type
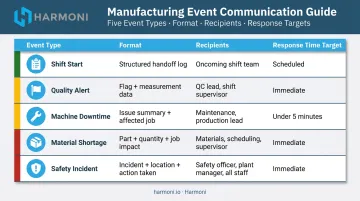
Required elements for each event type:
| Event | Format | Recipients | Response Time |
|---|---|---|---|
| Shift start | Structured handoff log | Incoming operator, supervisor | Before production begins |
| Quality alert | Specific flag + measurement | Quality team, supervisor | Immediate |
| Machine downtime | Issue summary + context | Maintenance, supervisor | Under 5 minutes |
| Material shortage | Part, quantity, job impact | Scheduling, supervisor | Immediate |
| Safety incident | Incident + location + action taken | Supervisor, safety lead | Immediate |
Broadcasting general or irrelevant alerts — company updates, recognition posts, notices that apply to one line sent plant-wide — trains workers to ignore everything, including the urgent ones. Scope notifications to the relevant cell, shift, or role. EEMUA 191 alarm guidance, developed for process-control environments, recommends fewer than one alarm per 10 minutes during steady operation as a manageable rate. The principle translates: keep alerts targeted and meaningful.
Step 4: Deploy Operator-Facing Tools with Real-Time Production Visibility
Operators perform better when they have context. Specifically: how the line is running, what the production target is, what defects have been flagged at their station, and what changed since the last shift. That information should be delivered at the workcenter — operators shouldn't have to seek it out.
Integration with ERP and machine data is where the real difference shows. Communication tools alone improve messaging — but operators still act without accurate production context unless the underlying data feeds the terminal. Integration makes the system proactive rather than reactive.
Harmoni's factory orchestration platform applies this directly. When an operator approaches their workcenter, long-range RFID automatically identifies them and their active job. The terminal surfaces the correct work instructions for that part revision, the appropriate CNC programs, digital quality checksheets, and real-time OEE data — pulled from ERP and machine data simultaneously. Operators enter good parts, scrap, and discrepant parts in real time, feeding data back into the ERP without manual entry.

The platform's Visual Factory indicator lights add a distance-visible layer: green for acceptable OEE performance, yellow as performance slips, red for poor performance — with root cause accessible in a few taps on the terminal. A supervisor or team lead reading red from across the floor can start the right conversation immediately, before a trend becomes a production loss.
For shift handoffs, digital platforms that log time-stamped records, open issues, and incomplete action items eliminate the verbal-memory problem. The goal is consistent regardless of platform: incoming operators receive a structured, factual summary of what they're walking into — not what the outgoing operator happens to remember.
The Deloitte 2025 Smart Manufacturing Survey reports that manufacturers with smart manufacturing initiatives saw average improvements of 10–20% in production output and 7–20% in employee productivity. Communication is one component of that, but the data shows connected systems move the needle.
Step 5: Train Workers and Leaders, Then Measure and Refine
Training that explains why protocols exist — not just how to use the tools — drives genuine adoption. When operators understand that ignoring an escalation step delays maintenance by 20 minutes and costs the line two hours of output, the behavior shifts.
Build a feedback culture that actually works:
- Create a "no blame, no shame" environment where early reporting is explicitly rewarded
- Make operator feedback visible: act on it, acknowledge it, close the loop
- OSHA's worker participation guidance is clear — effective safety programs depend on workers being able to report issues without fear of retaliation
Training changes behavior; measurement confirms whether the changes are holding. Define communication KPIs alongside production KPIs and review them on a regular cadence:
- Average response time to maintenance calls
- Shift handoff error rates
- Time from issue detection to escalation
- First-time quality pass rates
- Operator engagement scores on the communication platform

Without measurement, degradation goes undetected until it produces a production or safety incident. With it, you identify which part of the system is slipping and fix it before it compounds.
Key Variables That Determine Communication System Effectiveness
Two plants can deploy identical tools and get very different results. These four variables explain why.
Noise and Physical Layout
Plants operating above 85–90 dB need hardware that can function in that environment — active noise cancellation, strong speaker output, hands-free capability. A communication system that can't be heard or used without removing gloves in a high-noise zone will be abandoned regardless of its feature set.
Physical layout compounds this. Large facilities with RF dead zones, multiple buildings, or isolated workstations create coverage gaps that leave workers unreachable in the moments that matter most.
Shift Handoffs
Miscommunication concentrates at shift transitions. Outgoing operators carry context — pending machine issues, quality flags, material shortages — that incoming operators need immediately. When that transfer depends on verbal memory, it fails at variable rates. Standardized, digital handoff records make the transfer consistent and auditable.
Integration Between Systems, Machines, and Operators
Disconnected tools leave operators working from verbal instructions, paper travelers, or memory. All three introduce errors.
When communication platforms connect to ERP schedules, machine data, and quality records, operators receive accurate production context automatically. Harmoni's MSI case study documented this directly: after connecting machine data with ERP, communication barriers between machinists, engineers, and managers dropped significantly and errors in part counts were nearly eliminated.
Two-Way Feedback Loop and Escalation Clarity
Systems that only push information downward miss the most valuable signal in the plant. Frontline workers see problems first. If operators have no fast, reliable way to escalate issues, problems compound before management is aware.
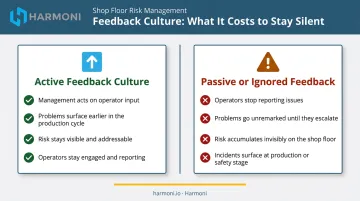
Closing the loop takes both a mechanism and a culture that backs it up. The difference in outcomes is stark:
- Active feedback culture: Management visibly acts on operator input, problems surface earlier, and risk stays visible
- Passive or ignored feedback: Operators stop reporting, issues go unremarked, and risk accumulates until it hits production or safety
Neither technology alone nor policy alone closes this gap — both have to work together.
Common Mistakes When Setting Up a Manufacturing Communication System
Even well-intentioned communication setups fail in predictable ways. Avoid these four patterns before they take root:
- Posted bulletins and static screens create the illusion of communication — operators often can't access information from their station or don't know where to find it when they need it.
- Plant-wide alerts that apply to one line — or using the system for non-critical announcements — train workers to ignore notifications, including the critical ones.
- Deploying communication tools in isolation improves messaging but leaves the core problem unsolved: operators still lack production context, and errors continue without ERP or machine integration.
- No defined KPIs or review cadence means system failures — slow escalations, missed handoffs, ignored alerts — go undetected until they become significant incidents.
Frequently Asked Questions
What are the key principles of effective manufacturing communication on the plant floor?
Effective plant floor communication means getting the right information to the right person at the right time, with two-way flow. Operators must be able to report upward, not just receive instructions downward. Consistency across shifts and integration with live production data are what make those principles operational rather than aspirational.
How do you effectively communicate on the manufacturing plant floor?
Start with purpose-built tools suited for the physical environment — noise-tolerant, hands-free capable where needed. Layer in documented escalation protocols that every shift follows consistently, a feedback culture where operators feel safe raising issues early, and structured digital shift handoffs to close information gaps between crews.
What are the most common barriers to effective communication in manufacturing?
High noise levels that defeat audio tools, operators isolated at stations without connectivity, outdated methods like paper travelers and kiosks, lack of integration between communication tools and production systems, and siloed information between shifts.
How does poor communication affect manufacturing productivity?
Slow maintenance response, missed quality alerts, and surprise material shortages compound into unplanned downtime. The Siemens 2024 True Cost of Downtime report estimates this costs the world's 500 largest companies $1.4 trillion annually — roughly 11% of total revenues — and slow information flow extends every incident's recovery time.
What role does technology play in improving manufacturing communication?
IIoT sensors, connected worker platforms, and factory orchestration systems enable real-time, two-way communication tied to production context. The Deloitte 2025 survey found 92% of U.S. manufacturing executives believe smart manufacturing will be the primary competitiveness driver over the next three years, and communication infrastructure is the foundation that makes it work.
How do you measure the effectiveness of a manufacturing communication system?
Track average response time to maintenance calls, shift handoff error rates, time from issue detection to escalation, operator engagement scores, and first-time quality pass rates. Review these alongside production KPIs on a defined cadence — weekly for volatile metrics, monthly for trends.